数控机床三维空间几何误差补偿方法
2、 基于数控系统插补数据的误差补偿方法
在接口式 NC 型误差补偿方法的基础上,提出了一种基于数控系统插补数据的数控机床三维空间误差补偿方法。这种补偿方法是基于数控系统的动态补偿,它将数控机床三维空间误差融合到数控系统中,通过外部开发补偿软件修正数控系统中的粗插补数据达到对数控机床三维空间误差的补偿目的。补偿流程如图 3 所示。

图 3 基于数控系统插补数据的补偿方法
外部补偿软件可以补偿几何误差和热误差。数控机床的几何误差是一种准静态的误差源,具有一定的静态特性,在某一环境温度范围内可视为常量,较为容易与数控系统集成实现其误差的实时补偿; 而对于高精度的数控机床,热误差是最大误差源,占机床总误差的 40%以上。热误差模型的建立和机床的结构是密切相关的,通常采用在机床的关键点布置温度测量传感器,采集得到相应的敏感点温度,最后通过相应的误差模型计算出误差值,对加工过程进行实时的补偿。
外部补偿软件获取和修正数控系统数据流的前提是数控系统应提供一个数据接口实现与外部软件的信息交互,因此需要进行数据接口的编写。此外,在实现误差补偿功能时外部补偿软件和数控系统应同时运行,操作起来比较复杂,工作效率相对较低。考虑到这些因素后,作如下改进处理,即将外部补偿软件作为一个模块嵌入到数控系统当中,以此提高数控系统的智能化和集成化程度。
上述补偿方法是 NC 型误差补偿法的一种特殊类型。该方法相对于 NC 代码修正补偿来说有很大的优点,机床的参数可以直接在数控系统的数据流中提取,并且经过进一步的处理可以将误差模型、误差元素等以配置文件的方式引入数控系统,通用性较好。此外,与传统的基于数控系统的硬件补偿方法不同,该补偿方法不采用硬件接口,不需要引进相应的硬件设施,而是通过软件接口进行通信实现各项功能,可靠性更高。
基于数控系统的补偿方法相对于 NC 代码修正补偿来说有其独特的优越性。假定 2 种补偿方法的加工条件一致,下面具体分析 2 种补偿方案的补偿精度。
基于 NC 代码修正的补偿,其补偿值反映在 NC 加工文件中的坐标点上。在 NC 文件中,每一行代码中的坐标点都是该段直线( 圆弧) 的终点,同时也是下段直线( 圆弧) 的起点,采用这种补偿方式只是对每段线的起点和终点的修正,没有考虑中间点的误差,在执行 NC 文件时采用误差均匀化的方法折合成该点的误差量。基于数控系统的嵌入式补偿,在数控系统的数据流中反映补偿值,该数据流是对 NC 文件实施预处理、刀补、轨迹规划等一系列操作后的细密数据,能尽可能多的考虑到加工过程中的数据点。如图 4 所示,xy 平面( G17) 上的半圆弧为例,其中点( x0,y0) 代表圆弧的圆心位置,点( x1,y1) 代表圆弧的起点,点( x2,y2) 代表圆弧的终点位置,R 代表圆弧的半径,( x0’,y0’) 和( x2’,y2’) 代表补偿后的圆弧圆心和终点坐标。图4(a) 是基于 NC 代码修正的补偿,由图可知每段代码只是补偿该段代码的终点; 图 4( b) 是基于数控系统的补偿,由图可知补偿位置点细密,考虑到了圆弧中尽可能多的位置点。
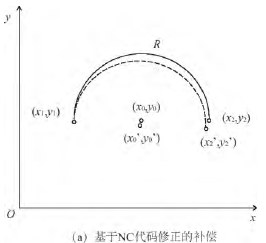

图 4 2 种补偿方法的对比
