数控机床三维空间几何误差补偿方法
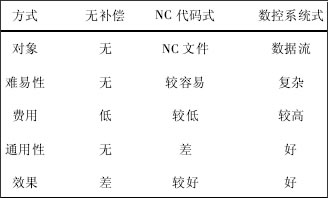
综合上述的分析,可知 2 种补偿方案都具有各自的特点,如表1所示.
表 1 误差补偿方法的比较
3 、基于 SKY 数控系统的实验验证
SKY 数控系统是基于 PMAC 运动控制卡的开放式数控系统。对文中提出的误差补偿方法的补偿效果进行验证,设计了实验方案以验证所提出的补偿方法的有效性。
a) 实验方案设计
为了达到验证误差补偿方法有效性的目的,实验方案设计如下: 实验对比环境需要有 2 组,一组为无补偿与软件式补偿的对比,另一组为无补偿和数控系统式补偿的对比。
为了尽量避免外部因素的影响,实验不进行零件的实际加工,以免引入切削力引起的误差; 由于机床各个轴系的运动均能反映误差补偿方法的有效性,为了简化工作量,仅对单轴方向的线性误差进行测量。同时考虑到误差检测的可靠性和准确性,实验选取激光干涉仪检测机床线性误差。
b) 实验条件和实验步骤
实验的对比环境分为 2 组,为“无补偿+软件式补偿”和“无补偿+数控系统式补偿”; 实验的待检测机床为具备上述对比环境的 SKY——DX70100 型数控机床; 检测的目标数据为机床 x 轴向的线性误差; 误差检测仪器为雷尼绍激光干涉仪。
激光干涉仪检测 x 向误差时,需要驱动机床沿 x 向在固定范围内往复运动。误差检测时的数控程序如下:
G92 X0 Y0 Z0;
M98 P100 L11;
M98 P200 L12;
M98 P100 L12;
M98 P200 L12;
M02;
: O100
G90 G00;
G91 G00 X——50;
G04 X3;
M99;
: O200
G90 G00;
G91 G00 X+50;
G04 X3;
M99;
其中: G92 为坐标系设定指令; M98 为子程序调用指令,P 表示调用的子程序编号,L 表示调用次数; G04 为等待指令,X 的数值表示等待的时间; : O100 和: O200 为子程序编号; M02 表示程序结束,其余指令的功能与标准数控代码一致。
