立方氮化硼刀具 CBN刀具 PCBN刀具 硬车刀具 淬火
更新时间:2016-11-21 浏览数:5465
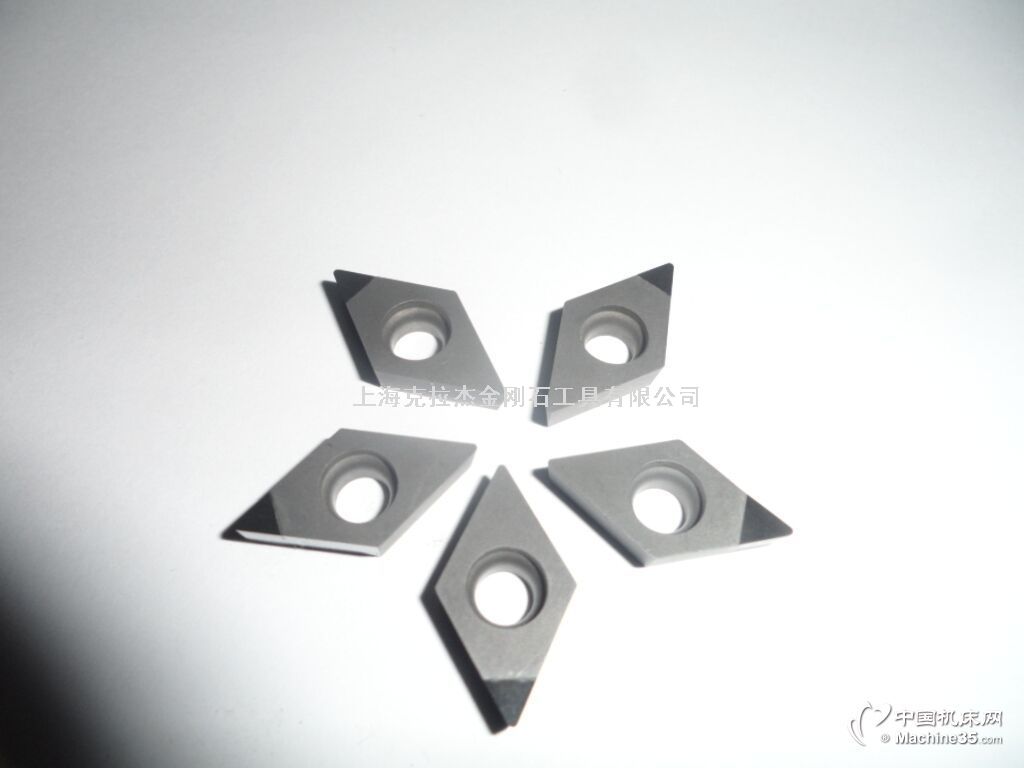
- 图片说明
- 图片标签:CBN刀具,PCBN刀具,硬车刀具
采用PCBN刀具精车淬硬钢,其工件硬度高于45HRC,效果最好。其切削速度一般为80~120m/min,工件硬度越高,切削速度宜取低值,如车硬度为70HRC的工件,其切削速度宜选60~80m/min。精车的切深在0.1~0.3mm,进给量在0.05~0.025mm/r,精车后的工件表面粗糙度为Ra0.3~0.6μm,尺寸精度可达0.013mm。若能采用刚性好的标准数控车床加工,PCBN刀具的刚性好和刃口锋利,则精车后的工件表面粗糙度可达Ra0.3μm,尺寸精度可达0.01mm,。 详细介绍>>
- 图片展示