铸铁平板
沐浴着改革的春风,经受了市场的洗礼,泊头市长旺机械制造有限公司走过了几十年风风雨雨的历程,正在经历着由小到大、由弱到强的蜕变!几十年来,长旺人秉乘慎独自立、厚德载物的精神一次次在检验平板、划线平板、铸铁平板、平台工量具行业发展史上浓墨重彩的留下了精彩的画笔!
平板的检定条件与要求
铸铁平板、铸铁平台、检验平板、划线平板、装配平板、铆焊平板以下简称“平板”。平板的检定必须在恒温与湿度恒定的条件下,否则检验的平板数据会出现否差。
平板检定对温度与湿度的要求
平板检定规程规定00级平板检定温度20±3℃的要求,给出了00级和0级平板检定温度变化不得超过1℃/h、相对湿度不超过65±5%的规定。检定工具与被检验平板平衡温度时间有必要加长,平板检定规程对此做出了明确的规定,这有利于减小平板变形保证检定质量。
平板的支承方式与位置
为了使平板在精加工、验收、检定和使用时平板工作面精度保持稳定,平板应有3个主支承点。这能解决1000mm×750mm以上平板出厂后检定和使用出现的平面度误差不一致的问题。
铸铁平板简介:
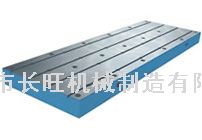
铸铁平板按GB/4986-85标准制造,产品制成筋板式和箱体式,工作面有长方形,材料HT200,工作面采用刮研工艺,工作面上可加工V型、T型、U型槽和圆孔、长孔等。铸铁平板是用于工件检测或划线的平面基准器具。铸铁平板安装应调至水平、负荷均分布于各支点上,环境温度使用时应避免振动。
铸铁平板特点:
铸铁平板使用磨损后,可以重新修刮恢复其精度。
铸铁平板可用涂色法检验零件平面度,具有准确、直观、方便的优点。在经过刮研的铸铁平板上推动表座、工件比较顺畅,无发涩感觉,方便了测量,保证了测量准确度。
铸铁平板的铸铁质量和热处理质量对平板使用性能产生较大影响:或因残存较大内应力使工作面变形;或因不耐磨损使精度不能保持;或因刮削困难得不到数值小的粗糙度。因此使用铸铁平板必须注意铸铁材料的选择,采用时效处理等方法消除铸铁平板的残余应力。
铸铁平板技术要求:
1、铸铁平板工作面不得有严重影响外观和使用性能的砂孔、气孔、裂纹、夹渣、缩松、划痕、碰伤、绣点等缺陷。
2、铸铁平板的铸造表面应清楚型砂且平整,涂漆牢固。
3、精度等级为0级~3级的平板工作面上,直径小于15mm的砂孔允许用相同材料堵塞,其硬度应小于周围材料的硬度。工作面堵塞的砂孔应不多于4个,且砂孔之间的距离应不小于80mm。
4、铸铁平板应采用优质细密的灰口铸铁等材料制造,其工作面硬度应为170~220HB。
5、铸铁平板工作面通常采用刮削工艺。对采用刮削加工的3级铸铁平板工作面,其表面粗糙度Ra最大允许值为5μm。
6、铸铁平板应去磁和稳定性处理。
7、铸铁平板相对两个侧面上,应有安装手柄或吊环装置的螺纹孔(或圆柱孔),且装置位置的设计应尽量减少因搬运而引起的变形。
8、若铸铁平板工作面上设置螺纹孔(或沟槽),其部位应不高于工作面。
铸铁平板保养:
1、为了防止铸铁平板发生的变形,在吊装铸铁平板时,要用四根同样长度的钢丝绳同时挂住铸铁平板上得四个起重孔,将铸铁平板平稳吊装在运输工具上。
2、将铸铁平板支承点垫好、垫平,保证每个支撑点受力均匀,保证整个铸铁平板平稳。
3、铸铁平板安装时将铸铁平板板的各个支撑点用调整垫铁垫好、垫实,由专业技术人员将铸铁平板调整至合格精度。
4、铸铁平板使用时要轻拿轻放工件,不要在铸铁平板上挪动比较粗糙的工件,以免对铸铁平板工作面造成磕碰、划伤等损坏。
5、为了防止铸铁平板整体变形,使用完毕后,要将工件从铸铁平板上拿下来,避免工件长时间对铸铁平板重压造成铸铁平板的变形。
6、铸铁平板不用时要及时将工作面洗净,然后涂上一层防锈油,并用防锈纸盖上,用铸铁平板的外包装将铸铁平板盖好,以防止平时不注意造成对铸铁平板工作面的损伤。
7、铸铁平板应安装在通风、干燥的环境中,并远离热源、有腐蚀的气体、有腐蚀的液体。
8、铸铁平板按国家标准实行定期周检,检定周期根据具体情况可为6-12个月。
铸铁平板工作面硬度:
硬度为HB107-240。经过两次人工处理(人工退长600度—700度或自然时效2—3年)使用该产品的精密稳定。耐磨性良好。
铸铁平板材质:
高强度铸铁HT200-300
铸铁平板规格:
100*100——3000*6000.(大于此规格的平台可以拼装使用或图纸定做)。
铸铁平板的用途:
铸铁平板用途比较广泛,应用于机械制造、化工、五金、航空航天、石油、汽车制造、仪器仪表制造等行业。
【温馨提示】
泊头市长旺机械制造有限公司奉行“信誉第一,质量第一,服务完善”的原则,愿与各科研,设计单位真诚合作,竭诚欢迎社会各界人士及新老客户光临指导。
本公司承诺“选我公司产品,终身服务,永无后顾之忧”
【长旺机械供应】
重型数控立车、轻型数控立车、普通立车、数显落地式端面铣床、数显回转工作台、数控龙门刨床(动梁式或定梁式)、数控龙门铣床,电机试验台、圆平台、落地镗床工作台、火工平台、检验平台、划线平台、铆焊平台、装配平台、动力机械震动试验台(又称槽铁或地梁、地轨)、立车工作台、龙门铣刨床工作台、机床床身铸件、立柱、横梁机床滑座,模具垫板、铸铁底座和鼓风机壳及配件。(本文来源:泊头市长旺机械制造有限公司 http://www.8285100.com,转载请注明出处.)
铸铁平台
沐浴着改革的春风,经受了市场的洗礼,泊头市长旺机械制造有限公司走过了几十年风风雨雨的历程,正在经历着由小到大、由弱到强的蜕变!几十年来,长旺人秉乘慎独自立、厚德载物的精神一次次在检验平板、划线平板、铸铁平板、平台工量具行业发展史上浓墨重彩的留下了精彩的画笔!
铸铁平台平面度的检定与评定
铸铁平台平面度捡定的准确度是平台使用质量的保证。线点布置、检定工具、检定方法与数据处理是铸铁平台平面度检定准确度的关键。新规程在这方面的规定,有助于检测质量的提高。
1、铸铁平台的为布置
铸铁平台平面度是在选定截面(布线)按规定测点(布点)测出数据, 经数学计算求得的。显然,合理的布线布点将有利于提高检定的准确度和简化数据处理的复杂性。
新规程在满足捡定方法不确定度符合要求前提下,只规定了受检点数下限值,上限值不加控制,允许采用其它受检点分布型式。这有利于各具特色的米字型和网格型两大类布点方式的发展与应用。规程推荐米字型布点,基于测线特征性强。测点分布均匀。便于数据处理,有利于反映平面全貌。
2、铸铁平台的检定工具
由检定误差计算得知,0.01mm/m台象水平仪不能满足0级平板准确度要求,采用0.005mm/m自准直仪或电子水平仪可获得满意的检定准确度。这就取消了旧规程0级平板可用0.00mm/m台象水平仪检定的规定。
桥板的结构尺寸和技术指标,应能保证平面度检定有较高的准确度。挢板支承面为50×10mm大小面积为宜,过大过小将带来较大检定误差。
3、铸铁平台检定方法
新铸铁平台规程推荐采用对角线法检定平面度,基于该法检定值更为严格,接近于最小条件法平面度值。测点分布均匀,数据处理容易。必须指出,当按对角线法评定的平面度值有争议需仲裁时,以最小条件法评定结果为准。
铸铁平台简介:
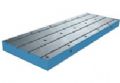
铸铁平台外观基本上是箱体式,工作面有长方形、正方形或圆形,材料为HT200-300,QT400-600,采用刮研工艺,工作面上可加工V形、T形、 U形槽、燕尾槽、圆孔、长孔等,是用于工件、设备检测、划线、装配、焊接、组装、铆焊的平面基准量具。
使用注意事项:
铸铁平台在使用时要先进行安装调试。然后,把铸铁平台的工作面擦拭干净,在确认没有问题的情况下使用,使用过程中,要注意避免工件和铸铁平台的工作面有过激的碰撞,防止损坏铸铁平台的工作面;工件的重量更不可以超过铸铁平台的额定载荷,否则会造成工作质量降低,还有可能损坏铸铁平台的结构,甚至会造成变形,使之损坏,无法使用。
铸铁平台与岩石平台的特性区别
因铸铁材料的一些特性,铸铁平板表面辐射热吸收慢,导热快,进入恒温室较快稳定,但恒温室内温度稍有变化即不稳定。另外它可在标准室内进行整修,但遇潮湿会生锈,在价格方面通常较高。而岩石平板则在这些方面恰恰和铸铁平台相反。
铸铁平台检验时布线布点的原则
从数据统计的观点看,欲得到比较合理可靠的测量结果,在数据处理时应尽量充分利用测点提供的测量数据,而这些测量数据必须反映客观实际。同时测量截面与测点的分布需与评定平面度误差的原则相适应,当与评定原则不符时,则应考虑便于对测量结果进行基面变换。可见布线点的方式将影响平面度数据处理的复杂性及平面度误差测量准备度。
总的来说,布线点的原则是:保证测量的准确度,测线测点力求均匀分布,既尽可能全面反映铸铁平台的形貌又便于数据处理。
具体方法如下:
1、测量截面应是铸铁平台上有代表性的截面,如铸铁平台的两条对角线、四条边线、两条中线等;
2、测点应是平板上有代表性的点,如四个角点、平板的中心点、四条边线的中
铸铁平台变形因素
造成铸铁平台发生变形的因素很多
1.铸造模具变形导致铸铁平板变形
2.铸造模具所处环境导致铸铁平台变形,如铸造模具放置的地面倾斜或凹凸不平
3.铸造工艺不规范导致铸铁平板变形
4.铸铁平台铸造时外界环境骤变导致铸铁平板变形,例如,温度骤热骤冷使铸铁平台冷却不均匀造成变形
5.铸铁平台冷去过程中产生的铸造应力超过了材料在该温度下的屈服强度,产生残留变形
6.铸铁平台使用不当造成变形,例如,碰撞、压砸、摔打等都可能造成铸铁平台变形
7.铸铁平台维护存放不当造成变形,例如存放时将其他重物放置在铸铁平台上。
【温馨提示】
泊头市长旺机械制造有限公司奉行“信誉第一,质量第一,服务完善”的原则,愿与各科研,设计单位真诚合作,竭诚欢迎社会各界人士及新老客户光临指导。
本公司承诺“选我公司产品,终身服务,永无后顾之忧”
【客户订货须知】
一、本产品质保一年,请您勿拿我们优质的产品与劣质产品以外观一样为理由做比较。
二、为保证经销商最大利益,公司已把价格调至最低批发价,谢绝您任何形式的议价。
三、本产品为木箱包装,您所在城市有直达专线的优先选择,一般48小时内到货,偏远或小城镇均为汽运物流配货(一般是华宇和佳吉),一般到货4-7天,运费我们来付,没有特殊说明我们一般给客户报的是到客户所在的城市的货站的价格,如需送到提前声明。如您特殊要求快递、空运及铁路快件需自行支付运费。
四、请您收货后及时开箱查验货物数量及外观是否完好,如有异议请与一个工作日以书面的形式与我司联系,否则公司将做默认无误处理。
五、票不随货发出,EMS或圆通速递寄出,如您订货已是25号以后,票会在下月初为您寄出。(本文来源:泊头市长旺机械制造有限公司 http://www.8285100.com,转载请注明出处.)
注:联系我时,请说是在“傲立机床网”上看到的,谢谢!