产品功能
Hamar Laser激光几何测量系统L-743用于各种设备和部件的平面度、直线度、平行度和垂直度的检测和校准,具体如下(如果你没有找到对应的应用,欢迎来电垂询):
 |
 |
 |
 |
| 多个水平面的平行度 | 多个立面的平行度 | 机床导轨的平行度 | 各种辊轴的平行度 |
 |
 |
 |
 |
| 各种面(平板)件的平面度 | 各种法兰的平面度 | 各种导轨的平面度 | 各种机床的平面度 |
 |
 |
 |
 |
| 机床垂直度(X-Y、Y-Z、X-Z) | 辊压成型机垂直度 | 船舶工业垂直度打线 | 各种设备的水平度 |
 |
 |
 |
 |
| 钢铁类管道的直线度 | T-型导轨的直线度 | 钢铁件侧边的直线度 | 钢铁件水平方向的直线度 |
产品描述
Hamar Laser激光几何测量系统L-743是机床校正检测的最先进和最有效的系统,适用于3-5轴加工中心和机床的几何精度测量和找正。在正常情况下,只要一次安装,就可对大多数加工中心进行平面度、直线度、平行度和垂直度的检测和校准。Hamar Laser激光几何测量系统L-743带有三个相互垂直并且连续旋转的激光面,360º度扫描时激光面间的垂直精度为1角秒(0.005mm/M),平面精度为1/2角秒(0.0025mm/M),90º扫描时,平面精度为1/4角秒。由于系统是实时动态测量,因此对于几何量的调整和校准特别实用。
应用领域(测量精度0.0017mm/M或更高)
* 加工中心(HBM、VBM、HMC、VMC、VTL、龙门和平面磨床)
* 自动传送生产线侧翼基座
* 注塑机和挤压机
* 飞机组装(座椅滑轨校准、水线、纵抛线、站位、机翼和机身对接校准、机体和机体对接校准等)
* 轨辊平行度校准,应用于:
- 造纸厂
- 印刷厂
- 胶片生产线
- 吹膜生产线
* 高精度激光水射流切割机
* 线路板钻床
* 测量和校准:
- 各种表面的平面度(方形、框架型、导轨型、法兰型、圆形等)
- 三个平面间的相互垂直度
- 水平和立式平面的直线度
- 水平或立式行程轴的直线度和平面度
- 水平或立式平面的平行度,即使它们相距30.5m
* 检测立式平面的垂直度,高度可达30.5m
* 检测多个水平平面的扭曲度和平行度
* 检测多个立式平面的扭曲度和平行度
* 一次安装可测量的平面距离达61m
产品特点
* 三个连续旋转的激光面,工作半径为30.5m。
* 180°扫描时,激光平面精度为1/2角秒(0.0025mm/M);90°扫描时,激光平面精度为1/4角秒(0.001mm/M)。
* 超高精度激光几何精度检测仪L-743激光面相互垂直的精度为1角秒(0.005mm/M)。
* 使用俯仰角、滚动角、偏摆角可调的基座,用于粗略调整和精细调整光路。
* 标配高精度单轴无线探测靶 A-1519,探测范围24.5 mm,分辨率0.0005 mm。
* 超高精度单轴无线探测靶A-1520,探测范围10mm,分辨率0.00025 mm。
* 标准水准仪的精度为2角秒(0.01 mm/M),使用高精度分裂棱镜时精度可达到1角秒。
* 探测靶具有动态数据显示功能。
* 电子二极管激光,比HeNe激光的稳定性高两倍。
* 配套软件适用于微软Windows95/98/XP系统,可以快速对数据进行采集和分析。
* 超高精度激光几何精度检测仪L-743使用交流电源适配器或电池供电。
* 系统主要有激光自动扫描平面发射器L-743、无线探测靶、无线接收器、显示器和附件组成。
技术参数
|
重 量
|
激光器:3.1 kg
电池盒:0.45 kg
基座:4.54 kg
|
|
材 质
|
激光器:铝和不锈钢
基座:铝
|
|
激光类型
|
可见二极管,波长670nM,光束直径4.06mm,安全等级II级(扫描时为I级)
|
|
激光功耗
|
<1mw/束
|
|
光束稳定性
|
位移:0.005mm/小时/ºC
角度:0.36 角秒/小时/ºC
|
|
光束直线度
|
空气噪声中0.001mm/M±0.0025mm
|
|
激光面平面度
|
180°/360°扫描时:0.0025 mm/M +/- 0.0025 mm
90°扫描时:0.001 mm/M +/- 0.0013 mm
|
|
激光面垂直度
|
上部激光面对侧面激光面的垂直度:1角秒(0.005mm/M)
上部激光面对背部激光面的垂直度:1角秒(0.005mm/M)
侧部激光面对背部激光面的垂直度:3角秒(0.015mm/M)
|
|
工作范围
|
每个扫描平面的工作半径是30.5m
|
|
工作状态
|
每个扫描平面可以单独使用,也可以组合使用
|
|
电 源
|
9V直流外部盒装电源(4节电池)或115V交流电源转接器
|
|
水准仪
|
2个发光水准仪,精度为2角秒(0.01mm/M)
使用分裂棱镜时精度可达到1角秒(0.005 mm/M)
|
|
基座角度调整范围
|
粗调:+/- 1.5º
细调:+/- 0.15º
|
|
基座调整分辨率
|
粗调:1.7角秒(0.25 mm/30.5M)
细调:0.17角秒(0.025 mm/30.5M)
|
欢迎来电与我们联系,我们将为你提供现场演示。
典型应用
(1)机床导轨直线度
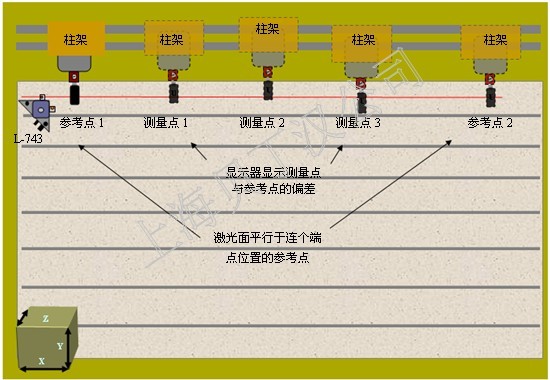
1.把测量靶安装在最接近于激光器的参考点1位置,或者安装在平台的侧面,或者用夹具固定在主轴上都可以。调整测量靶使它能够探测到激光面。
2.测量靶清零后,把它移动到最远离激光器的参考点2上,调整千分尺直到测量靶读数为零。重新回到第一个参考点,再次对其进行清零。重复该过程,直到两个参考点上的读数相同。这样激光面就平行于参考点形成的直线。
3.沿着测量平面或者机床轴有间隔的移动测量靶,任何与零点的偏离就表示该点相对于参考点所形成的直线的直线度,亦即被测物体的直线度。如果测量靶的安装在激光面的左侧,则正号“+”读数表示测量点左偏于参考线,负号“ - ”表示测量点右偏于参考线。
2.测量靶清零后,把它移动到最远离激光器的参考点2上,调整千分尺直到测量靶读数为零。重新回到第一个参考点,再次对其进行清零。重复该过程,直到两个参考点上的读数相同。这样激光面就平行于参考点形成的直线。
3.沿着测量平面或者机床轴有间隔的移动测量靶,任何与零点的偏离就表示该点相对于参考点所形成的直线的直线度,亦即被测物体的直线度。如果测量靶的安装在激光面的左侧,则正号“+”读数表示测量点左偏于参考线,负号“ - ”表示测量点右偏于参考线。
(2)机床平面度检测

1.把所有的测量靶放置在近点位置上,每次放置一个。上下调整测量靶,使它们能够探测到激光面。
2.在同一个近点位置,逐一对测量靶进行清零。
3.重新放置测量靶,使每个测量靶位于不同的参考点上。通常以L形式(见图2)。
4.使用俯仰角和偏摆角调节旋钮,调整激光面直到三个测量靶的读数相同,这样激光就平行于参考点了。注意:这一过程也可以使用一个测量靶来完成。在最接近于激光器的参考点清零,然后在参考点间来回5.移动,调整千分尺,直到三个参考点的读数都为零(见图1)。
6.移动测量靶到需要测量的位置点上,在该点的读数就是该点相对于参考点所形成平面的平面度数值,即被测物体的平面度,以正号 “+”或“-”表示。正号表示测量靶高于参考点,负号表示测量靶低于参考点。
7.使用plane5或3D软件对数据进行记录和分析。
2.在同一个近点位置,逐一对测量靶进行清零。
3.重新放置测量靶,使每个测量靶位于不同的参考点上。通常以L形式(见图2)。
4.使用俯仰角和偏摆角调节旋钮,调整激光面直到三个测量靶的读数相同,这样激光就平行于参考点了。注意:这一过程也可以使用一个测量靶来完成。在最接近于激光器的参考点清零,然后在参考点间来回5.移动,调整千分尺,直到三个参考点的读数都为零(见图1)。
6.移动测量靶到需要测量的位置点上,在该点的读数就是该点相对于参考点所形成平面的平面度数值,即被测物体的平面度,以正号 “+”或“-”表示。正号表示测量靶高于参考点,负号表示测量靶低于参考点。
7.使用plane5或3D软件对数据进行记录和分析。
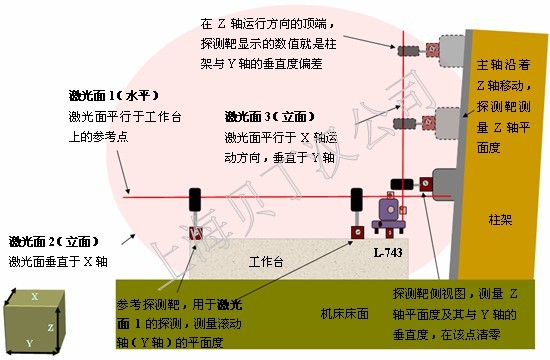
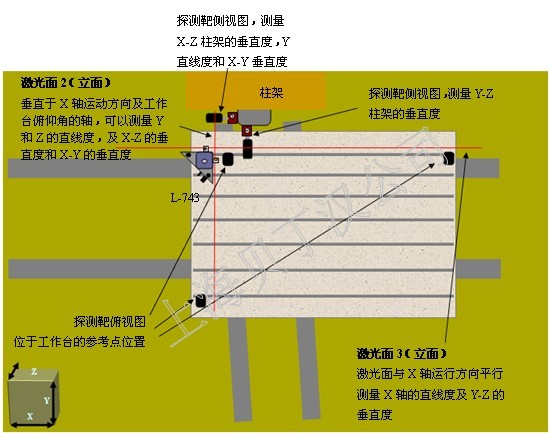
(3)机床垂直度
下图为Y轴与Z轴垂直度的测量方法
下图为Z轴与X轴垂直度的测量方法
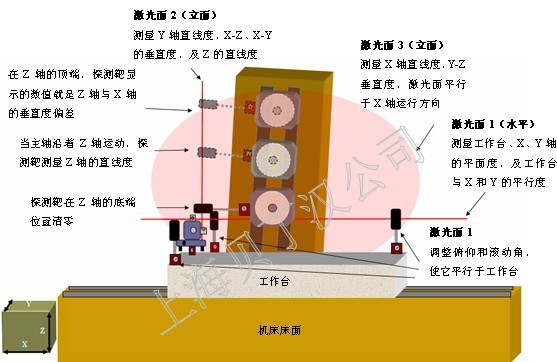
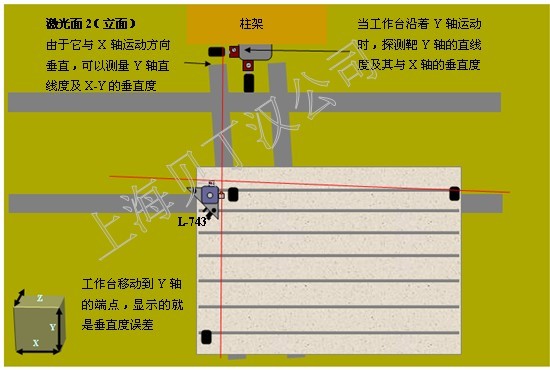
下图为X与Y轴垂直度的测量方法
(4)机床水平度
1.使用激光器上内置的水准仪使激光面水平。
2.把测量靶放在一个参考点上,上下调整,使它能够探测到激光面,然后对测量靶进行清零。
3.把测量靶移动到其它的位置点,测量靶的数据就是该点相对于激光水平面参考点的偏差,即水平度。
2.把测量靶放在一个参考点上,上下调整,使它能够探测到激光面,然后对测量靶进行清零。
3.把测量靶移动到其它的位置点,测量靶的数据就是该点相对于激光水平面参考点的偏差,即水平度。
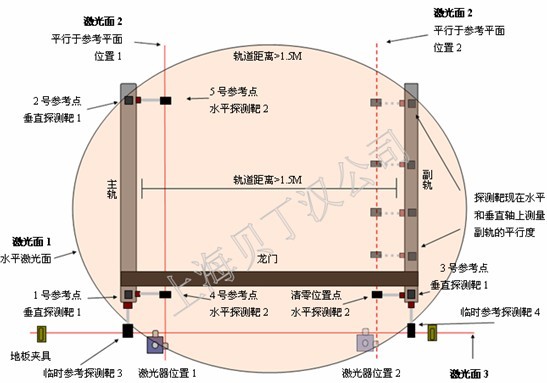
(5)机床平行度--导轨平行度和床面平行度

下图示说明了通过对激光器的移动来检测龙门轨道平行度的方法。由于轨道的间距通常在1.5-6M,传统方法对其平行度的检测通常比较困难,而且费时费力。但使用L-743加工中心激光校准系统,结合以下步骤,从仪器的安装到参考点的移动以及测量激光面2,通常不会超过30-45分钟。
1.使用激光器基座上的偏摆角和俯仰角旋钮,调整激光器,使激光面平行于参考平面上的1-5号参考点。这样,激光面就平行于主轨和副轨上的三个参考点,以及主轨侧面的两个参考点。
2.设定一个临时参考靶1和2用来探测激光面2,把测量靶清零,这样就为滚动轴形成了一个参考线。
3.再设定另外两个临时(迁移)参考靶用来探测激光面3,把测量靶清零,这就为偏摆轴形成了一个参考线。
4.把激光器移动到一个新的位置(激光器位置2),调节基座上的旋钮,直到激光面1平行于参考点1、2和3,激光面2平行于迁移参考点3和4,这一过程大概需要10-15分钟。
5.当激光器处于位置2的时候,激光面就平行于它们各自的参考点了,把第五个测量靶放置在第二个平面上,并把它清零。
6.在该平面上移动测量靶到其它的位置点,任何与零点的偏差就是平行平面1和平面2的平行度偏差。由于是动态数据显示,当用户对平面进行调整的时候,可在手持式显示器上随时对调整数据进行观察。
注:联系我时,请说是在“傲立机床网”上看到的,谢谢!