主要技术参数
|
项目
|
参数指标
|
|
机床自重
|
3吨
|
|
外形尺寸(长X宽X高)
|
2.2X1.2X1.9 (米)
|
|
XY轴行程
|
横梁600mm,立柱500mm
|
|
主轴头行程
|
110mm
|
|
卡盘直径
|
800mm
|
|
工作台重复定位精度
|
0.002°
|
|
主轴头摆动精度
|
0.01°
|
|
电极承重
|
25千克
|
|
工件承重
|
2.5吨
|
|
最大轮胎模具直径
|
1米(模具内径)
|
|
最大轮胎模具厚度
|
0.5米
|
|
最大电流
|
128A
|
|
最大加工速度
|
900立方毫米/min
|
|
最低表面粗糙度
|
Ra 0.4
|
|
电极损耗最低比值
|
0.1%
|
|
火花油过滤系统
|
有 (油箱容积200L)
|
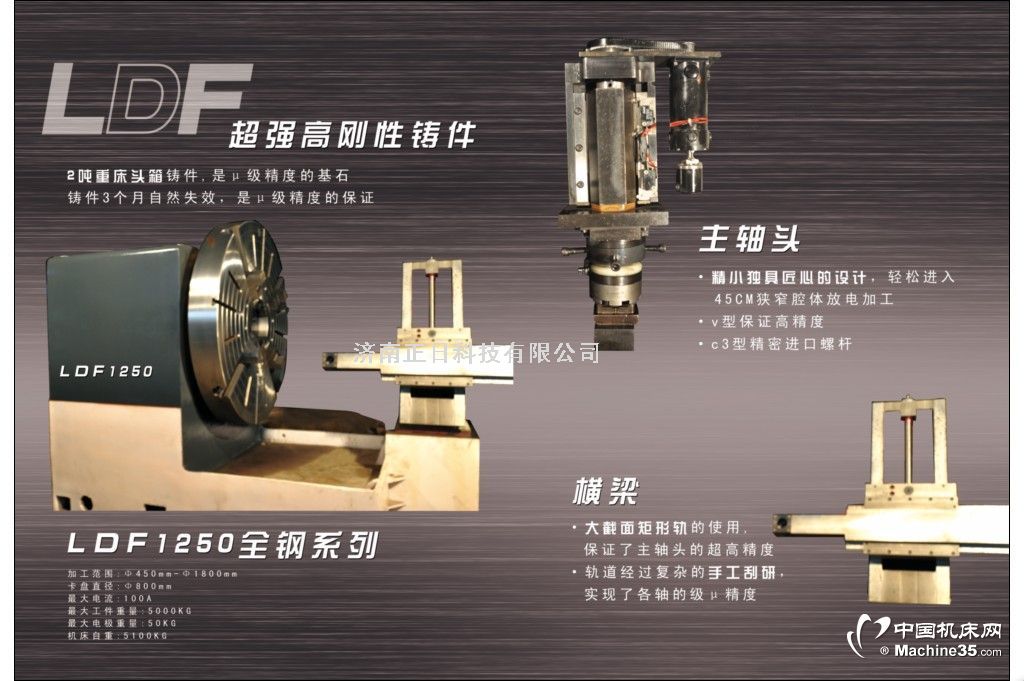
本公司产品性能特点的简要介绍:
最新脉冲电源技术
·高频 电源脉冲频率可达200K,能有效减小电极损耗,提高加工精度。
·等能量 精准的能量控制,单脉冲放电能量相等、蚀刻金属量相等,极大降低加工件表面粗糙度
·无阻 电源加工回路无限流电阻,散热非常低,电能利用效率可达80%左右,传统电阻式电源电能利用效率只有不到30%,本产品能大幅度降低用电成本。
·超精加工技术 专设超精加工回路,大幅提高精加工效率。
成熟专家控制系统
·在大型轮胎模具厂家有十年以上的实际使用历史,经过大量改进,特别适合轮胎模具生产操作需要,稳定可靠。
·友好的人机界面,可生成存储加工程序,自动完成粗、中粗、精细加工无缝切换。
·电极损耗自动补偿,大幅提高花纹尺寸精度。
·工作台闭环控制,确保花纹圈精准位移和重复定位。
适宜的机械结构
·采用知名厂家电火花机床机械结构,大承重、高稳定。
·机床附件均采用进口或国内最优产品,保证加工精度。
·上下、前后、圆周以及主轴头能摆动,共四轴可动。
·三步滤油系统,确保火花油最佳状态
无阻电感等能量脉冲电源
本电源一种数控电火花加工等能量节能型脉冲电源,该脉冲电源无限流电阻,减少了电源发热量,提高了电能的利用率。将击穿周期内的非正常火花放电状态作为脉冲等待信号,使通道完全击穿,实现等能量加工,提高加工效率。具有粗、精加工模式切换功能,满足不同的加工要求。
1电源主电路型式
由主振电路、驱动回路、检测回路、直流电源以及功率放大回路组成,所述检测回路用于实时在线检测间隙放电状态,并将击穿时的空载信号作为主振回路的延时信号,通过控制功率开关管的开、断时间,使大电流火花放电的加工电流脉宽相等,实现等能量加工。
2等能量脉冲电源的优点:
(1)功率放大回路中采用无电阻设计,节约了大量电能;
(2)在检测回路与主振回路的控制下实现了等能量和等周期切换加工;等能量加工时,由于单个放电脉冲能量相同,放电蚀除的凹坑大小一致,加工的光洁度高;
(3)实现粗加工、精加工切换;粗加工时,需要大电流的高效加工,此时,可实现电流上升沿缓,大峰值电流高平均电流,高效的稳定加工;精加工时,使峰值电流平均电流较小,实现稳定加工;
3电源指标
A 高压110-250 V低压20-85V 电流1-240A
B 放电间隙<0.01mm,最佳表面粗糙度Ra<0.4超低电极损耗0.1%
地址:济南市高新区天辰大街978号一号楼311
注:联系我时,请说是在“傲立机床网”上看到的,谢谢!