铸件主要用作机器零部件的毛坯,有些精密铸件,也可直接用作机器的零部件。铸件在机械产品中占有很大的比重,如拖拉机中,铸件重量约占整机重量的50~70%,农业机械中占40~70%,机床、内燃机等中达70~90%。各类铸件中,以机械用的铸件品种最多,形状最复杂,用量也最大,约占铸件总产量的60%。其次是冶金用的钢锭模和工程用的管道。
铸件非加工表面和外观质量对铸件商品性颇有影响,它们包括:
⑴表面凹凸度(涨箱、缩陷和夹砂);
⑵表面或内腔清洁度(粘砂、粘“涂料层”); 机床铸件⑶平面度偏差(非加工面起伏不平);
⑷表面粗糙度;
⑸轮廓清晰度(凸台、脐子等结构单元的轮廓清晰度,用肉眼评定)。机床铸件对消失模的要求:涂模⑴:涂料要求:采用水基石墨涂料,其波美度为60-70之间,涂刷时在温室内,烘干前严禁搬动,以防止变形⑵刷涂要求:涂料搅拌均匀,刷涂时严谨露白.⑶涂层烘干:涂料供干后要有足够的强度,在50-60℃的烘干24h
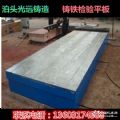
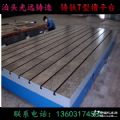
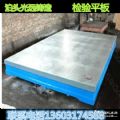
机床铸件还叫床身铸件,机床床身铸件,大型床身铸件,重型机床铸件,龙门刨床身铸件,消失模床身铸件等。
1)机床铸件形状可以十分复杂,尤其可获得机械加工难以实现的复杂内腔的部件。
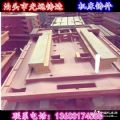
2)机床铸件的尺寸和重量不受限制,可大到十几米、重数百吨,小到几毫米、几克。
3)机床铸件生产批量不受限制,可单件、也可大批量生产。
4)成本低廉、节约资源。由于铸件与零件的形状、尺寸相近,因此节省了材料和加工工时。尤其是精密铸造,可直接铸出零件,是少无切削加工的重要发展方向。
5)机床铸件耐磨性与消震性好。由于铸铁中石墨有利于润滑及贮油,所以耐磨性好。同样,由于石墨的存在的消震性优于钢。
机床铸件毛坯尺寸1910mm×960mm×1120mm,最大壁厚25mm,最小壁厚15mm,重量为2100kg,材质为HT300,导轨淬火.采用呋喃树脂砂造型,15t工频感应电炉熔炼。折叠编辑本段修复介绍 传统的喷焊、电弧焊工艺,焊补后易产生裂纹,工件易受热变形,容易出现二次气孔,焊补处金属颜色与母材差异大是其共同的特点,这也是传统焊补工艺不能彻底解决机床铸件缺陷修复[3]的根本原因。
但是,铸造生产也存在某些不足,例如砂型铸造生产工序较多,有些工艺难以控制,铸件质量不稳定,非频率较高;铸件组织粗大常出现缩孔、疏松、气孔等缺陷,其力学性能不如同类材料锻件;铸件表面较粗糙,尺寸精度不高;工人的劳动强度大,劳动条件差等。
注:联系我时,请说是在“傲立机床网”上看到的,谢谢!