��ϵͳ�㷺Ӧ���ڣ���ϳһ������������������г��������Ļ�����ϳ����������
��ϵͳ��Ӧ���ڷDZ������PLC���ţ��û�����������ϵͳ�ڲ���PLC��
��Ʒ���
DF-3000T ϵͳ�ɿ��� 4�������ᣨ�� C �ᣩ��2 ��ģ��������1ms ���ٲ岹��1μm ���ƾ��ȣ��� �����������ӹ���Ч�ʡ����Ⱥͱ���������
* 1ms �岹���ڣ����ƾ��� 1μm
* ����ٶ� 60m/min
* �����ŷ������ʵ������������λ�����Թ�˿������ ���Ƽӹ�
* ���ö� PLC ����ǰ���е� PLC �����ѡ��
* ֧�����ʽ������̣�֧�ִ������ĺ�������
* ֧�ֹ��� / Ӣ�Ʊ�̣������Զ��Ե����Զ����ǡ� ����������������
* ֧�����ġ�Ӣ����ʾ���ɲ���ѡ��
* �߱� USB �ӿڣ�֧�� U ���ļ�������ϵͳ���ú��� ������
* 2 · 0V �� 10V ģ���ѹ�����֧��˫�������
* 1 ·�������룬֧���ֳֵ�Ԫ
* 56 ��ͨ������ /56 ��ͨ�����
�������
��������
* ����������5�ᣨX��Z��Y���������ŷ���˿�����ŷ���
* ����������5��
�����Ṧ��
* ��С����������0.001mm��0.0001inch���� 0.0001mm��0.00001inch����ѡ
* ��Сָ��������0.001mm��0.0001inch���� 0.0001mm��0.00001inch����ѡ
* ����г̣�±99999999× ��Сָ������
* �����ƶ��ٶȣ���� 60m/min
* ���ٱ��ʣ�F0��25%��50%��100% ���ļ�ʵʱ��
* �������ʣ�0 �� 150% ��ʮ����ʵʱ��
* �岹��ʽ��ֱ�߲岹��Բ���岹 ( ֧������Բ���� �� )�����Ʋ岹�����Թ�˿
* �Զ����ǹ���
���ƹ���
* ��ͨ���� ( �������� )/ ��������
* ��ͷ / ��ͷ��Ӣ��ֱ���ơ����ƺͶ������ƣ��� �ݾ����ƺͱ��ݾ�����
* ������β���ȡ��ǶȺ��ٶ����Կ��趨
* �����ݾࣺ0.01mm �� 500mm �� 0.06 �� / Ӣ�硫 2540 �� / Ӣ��
�Ӽ��ٹ���
* ����������ǰ�Ӽ���ֱ���͡�ǰ�Ӽ��� S �͡���Ӽ���ֱ���͡���Ӽ���ָ����
* �����ƶ���ǰ�Ӽ���ֱ���͡�ǰ�Ӽ��� S �͡���Ӽ���ֱ���͡���Ӽ���ָ����
* ����������ֱ��ʽ��ָ��ʽ��ѡ
* �Ӽ��ٵ���ʼ�ٶȡ���ֹ�ٶȺͼӼ���ʱ���ɲ����趨
���Ṧ��
* 2 · 0V �� 10V ģ���ѹ�����֧��˫�������
* 1 ·��������������������������������趨��100p/r �� 5000p/r��
* ������������Ĵ����ȣ���1 �� 255��:��1 �� 255��
* ����ת�٣����� S ����� PLC �źŸ�����ת�ٷ�Χ 0r/min �� 9999r/min
* ���ᱶ�ʣ�50% �� 120% �� 8 ��ʵʱ��
* ��������ٿ���
* ���Թ�˿
���߹���
* ���߳��Ȳ���
* ����뾶������C �ͣ�
* ����ĥ��
* ������������
* �Ե���ʽ������Ե������жԵ����زο���Ե����Զ��Ե�
* ��ƫִ�з�ʽ�������귽ʽ�������ƶ���ʽ
���Ȳ���
* �����϶����
* �������ݾ�����
PLC ����
* ���� PLC ������� 4700 ������ 1 ������ˢ������ 8ms
* PLC ����ͨ������
* ֧�� PLC ����� PLC ����
* ֧�ֶ� PLC ������� 20 ��������ǰ���е� PLC �����ѡ��
* ���� I/O��56 ���� /56 ���
* 10.4 Ӣ����� LCD���ֱ���Ϊ 800×480
* ���ġ�Ӣ�ĵȶ���������ʾ
* ��ά���߹켣��ʾ
* ʵʱʱ��
��������
* ������ʽ���༭���Զ���¼�롢�������㡢���� / �������ֶ����������
* �༶����Ȩ����
* ������־
����༭
* ����������56MB��400 �������ӳ������
* �༭���ܣ����� / ����� / �ּ������ġ�ɾ�������ơ�ճ��
* �����ʽ��ISO ���룬֧�����ʽ������̣�֧��������ꡢ��������ͻ��������
* ������ã�֧�ִ������ĺ������ã�4 ���ӳ���Ƕ��
ͨ�Ź���
* RS232��������������ļ�˫���䣬֧�� PLC ����ϵͳ������������
* USB��U ���ļ�������U ���ļ�ֱ�Ӽӹ���֧�� PLC ����ϵͳ���� U ������
��ȫ����
* ����ֹͣ
* Ӳ���г���λ
* �����г̼��
* ���ݱ�����ָ�
G �����
���빦�ܴ��빦��
G00���ٶ�λG50������������ϵ
G01ֱ�߲岹G54-G59���ù�������ϵ
G02˳ʱ��Բ���岹G65������ģ̬����
G03��ʱ��Բ���岹G71����ֳ�ѭ��
G04��ͣ��ͣG72����ֳ�ѭ��
G17ƽ��ѡ�����G73�������ѭ��
G18ƽ��ѡ�����G70���ӹ�ѭ��
G19ƽ��ѡ�����G74�����в�ѭ��
G10�������뷽ʽ��ЧG75�����в�ѭ��
G11ȡ���������뷽ʽG76������������ѭ��
G20Ӣ�Ƶ�λѡ��G80���Թ�˿״̬ȡ��
G21���Ƶ�λѡ��G84������Թ�˿
G28�Զ����ػ������G88������Թ�˿
G30�ػ����� 2��3��4 �ο���G90��������ѭ��
G31��Ծ����G92��������ѭ��
G32���ݾ���������G94��������ѭ��
G33Z �ṥ˿ѭ��G96�����ٿ���
G34���ݾ���������G97ȡ�������ٿ���
G40ȡ������뾶����G98ÿ�ֽ���
G41����뾶��G99ÿת����
G42����뾶�Ҳ���
G83/G87������/����荿�ѭ�h
ָ���ʽ��
G83 X(U) C(H) Z(W) R Q P F K ��
or
G87 Z(W) C(H) X(U) R Q P F K ��
G83 X(U) C or G87 Z(W) C ������λ�õ������Y��
G83 Z(W) or G87 X(U) ����λ�ý^��ֵ(��R�c����������ֵ)
R ����ʼ�c��R�c������ֵ(ֱ����)
Q ��ÿ���M�o���(��λ:0.001mm���돽������̖�oЧ)
P �����ו�ͣ�r�g(����)
F ���M�o����
K ���ظ��Δ�
�f����
G83/G87ָ�������/����荿�ѭ�h�����܇��֮荿Ĺ����������D�ĵ��ߌ����Qס���S�Ĺ���(�̶��o���D��)��������/�����荿�����Clamp:����н� Unclamp:�����ɿ���
�Dʾ��
TYPE I��荿כ]��ָ��Q

TYPE II��һ��������(λ��213.1=0) TYPE III����������(λ��213.1=1)
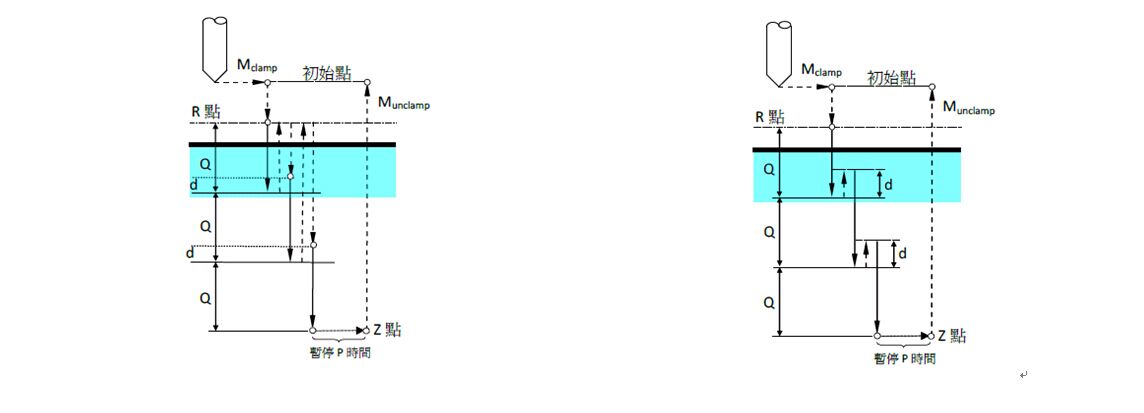
������d��ֵ �����ݲ���255�趨��
��ʽ������
M63 S1000; // �ڶ����S�D�� 1000 rpm
G00 X50.0; //���ٶ�λ����ʼ�c
G83 Z-40.0 C0.0 R-5.0 P10.0 Q500 F600; // C�S0��荵�һ��
C90.0; // C�S90��荵ڶ���
G80; //ȡ��ѭ�h
M02; //��ʽ�K��
��ϵͳֻ������ģ�����ᣬ���Եڶ�����ֻ�ܽӶ������������һ�֣�
��Ҫ��G83��G84,��ôG87��G88���ò��ˡ��෴��Ҫ��G87��G88,��ôG83��G84�����á�
Cs��������Ϊ���ᣬҲ����Ϊ��ת��C�ᶨλʹ��(ʹ��M14/M15�л�)�������������Ҫ���Խ���ģ���ѹ���������ַ�ʽ��ʹ�������Cs�Ṧ�ܣ�������������������
1. Ϊ����ϵͳ��
2. λ��189.0[�趨4Th��Ϊ(0:ֱ���� 1:��ת��)] ��Ϊ1��
3. λ��189.5[4Th���Cs�����Ƿ���Ч] ��Ϊ1��
4. ����226[4Th�����������(3:A 4:B 5:C)] ��Ϊ5
5. K15.7[Cs�Ṧ���Ƿ���Ч] ��Ϊ1��
6. ����������������ϵͳ���������ӿ�CN14���ӡ�
����źţ�
X4.0[��CN15]�������ٶ�/λ�ÿ���״̬
Y4.0[��CN15]�������ٶ�/λ���л����
��ز����� K15.4�������ٶ�/λ���л��ź�(0:��Ч 1:��Ч)��
��2������
��ز�����
λ��196.4�� �Ƿ�������������ƹ���(0:�� 1:��)
K15.5 �� ��2�����ٶ�/λ���л��ź�(0:��Ч 1:��Ч)��
����NO.64����2�����Ӧ�����ת��
����źţ�
CN15����ӿڵ�SVC-OUT2����2����ģ���ѹ���
Y3.3 �ڶ�������ת
Y3.4 �ڶ����ᷴת
G84/G88���Թ�˿
��2��������������������������ӿ�CN15���ӡ�
��2������Թ�˿ʱ���������ã�����148��151��
����źţ�
X2.7����2�����ٶ�/λ�ÿ���״̬
Y2.7����2�����ٶ�/λ�ÿ����л����
Y3.2����2�����ٶȻ��ڶ�����ѡ���ź�(���ڸ��Թ�˿)
��ز���������171[���Թ�˿�������������ת��]
G84/G88������Z��/����X����ѭ�h
ָ���ʽ��
G84 X(U) C(H) Z(W) R P F K ��
or
G88 Z(W) C(H) X(U) R P F K ��
G84 X(U) C or G88 Z(W) C ������λ�õ������Y��
G84 Z(W) or G88 X(U) ����λ�ý^��ֵ(��R�c����������ֵ)
R ����ʼ�c��R�c������ֵ(ֱ����)
P �����ו�ͣ�r�g(����)
F ���M�o����(mm/rev)���ஔ춹�����������
K ���ظ��Δ�
�f����
G84 / G88ָ������Z��/����X�� ����ѭ�h����추�ֵ܇��֮�����Ĺ����������D�ĵ��ߌ����Qס���S�Ĺ���(�̶��o���D��)��������/����Ĺ���������

Ҫ�ø��Թ�˿��K���� K15.7[Cs�Ṧ���Ƿ���Ч] �迪����

�������γߴ�ͼ

��������γߴ�ͼ

�����ӿڶ���ͼ

����ʾ��ͼ
ע����ϵ��ʱ����˵���ڡ��������������Ͽ����ģ�лл��
















