

WC67Y系列液压板料折弯机可配置多种型号专用数控系统:DA41、E21+、MD20等;具有多工步编程功能,能够实现多步程序自动运行、连续定位,实现后挡料及滑块位置自动精确调节;折弯计数,实时显示加工数量,断电记忆后挡料滑块位置、程序及参数;后挡料采用进口滚珠丝杠和直线导轨,确保了后挡料的定位精度,机器加工精度更高。
WC67Y-200T/4000折弯机对折弯金属板料具有较高的劳动生产率和较高的工作精度,采用不同形状的上下模具,可折弯成各种形状工件,滑块行程一次即可对板料进行一次折弯成形,经过多次折弯即可获得较复杂形状的工件,当配备相应的装备后,还能作冲孔用。
200吨4米液压板料折弯机车间实物图



200吨4米液压板料折弯机床的主成部分及结构说明
1、滑块部分:采用液压传动,滑块部分由滑块、油缸及机械挡块微调结构组成。左右油缸固定在机架上,通过液压使活塞(杆)带动滑块上下运动,机械挡块由电器控制系统显示调节数值。
2、工作台部分:由按钮盒操纵,使电动机带动挡料架前后移动,(前后位置均有行程开关限位)
3、同步系统:该机由扭轴、摆臂、关节轴承等组成的机械同步机构,结构紧凑,性能稳定可靠,同步精度高。机械挡块由电机调节,计数器显示数值。
4、挡料机构:挡料采用电机传动,通过链轮带动两丝杆同步移动,计数器显示挡料尺寸,可手动微调。
5、折弯工件精度补偿微调机构设于上模,用于上模的上下补偿微调,以保证折弯工件精度。
6、电气控制系统,主电路、各电机均采用自动开关作短路保护的过载保护。控制回路部分均采用熔断器作短路保护。
7、液压系统由电机、轴向柱塞泵、阀组、油箱、油管、以及液压附件组成。管路布置简洁、泄漏少、维护调试方便。
WC67Y-200T/4000折弯机主要技术参数
| 型 号 |
公称力 (KN) |
工作台长度(mm) | 力柱间距(mm) | 喉口深度(mm) | 滑块行程(mm) | 很大开启高度(mm) | 主电机功率(KW) |
| 30T/1600 | 300 | 1600 | 1280 | 200 | 80 | 285 | 3 |
| 35T/2000 | 350 | 2000 | 1480 | 200 | 80 | 285 | 3 |
| 40T/2200 | 400 | 2200 | 1850 | 230 | 100 | 320 | 4 |
| 40T/2500 | 400 | 2500 | 1850 | 230 | 100 | 320 | 4 |
| 50T/2500 | 500 | 2500 | 1850 | 230 | 100 | 320 | 5.5 |
| 63T/2500 | 630 | 2500 | 1900 | 250 | 100 | 320 | 5.5 |
| 63T/3200 | 630 | 3200 | 2500 | 250 | 100 | 320 | 5.5 |
| 80T/2500 | 800 | 2500 | 2500 | 300 | 100 | 320 | 7.5 |
| 80T/3200 | 800 | 3200 | 1900 | 320 | 100 | 350 | 7.5 |
| 80T/4000 | 800 | 4000 | 2500 | 320 | 100 | 350 | 7.5 |
| 100T/2500 | 1000 | 2500 | 3000 | 320 | 120 | 320 | 7.5 |
| 100T/3200 | 1000 | 3200 | 2500 | 320 | 120 | 370 | 7.5 |
| 100T/4000 | 1000 | 4000 | 3000 | 320 | 120 | 370 | 7.5 |
| 125T/3200 | 1250 | 3200 | 2500 | 320 | 120 | 370 | 7.5 |
| 125T/4000 | 1250 | 4000 | 3000 | 320 | 120 | 370 | 7.5 |
| 160T/3200 | 1600 | 3200 | 2500 | 320 | 200 | 460 | 11 |
| 160T/4000 | 160 | 4000 | 3000 | 320 | 200 | 460 | 11 |
| 160T/5000 | 160 | 5000 | 4000 | 320 | 200 | 460 | 11 |
| 160T/6000 | 1600 | 6000 | 5000 | 320 | 200 | 460 | 11 |
| 200T/3200 | 2000 | 3200 | 2500 | 320 | 200 | 460 | 11 |
| 200T/4000 | 2000 | 4000 | 3000 | 320 | 200 | 460 | 11 |
| 200T/5000 | 2000 | 5000 | 4000 | 320 | 200 | 460 | 11 |
| 200T/6000 | 2000 | 6000 | 5000 | 320 | 200 | 460 | 11 |
| 250T/3200 | 2500 | 3200 | 2500 | 400 | 250 | 590 | 18.5 |
| 250T/4000 | 2500 | 4000 | 3000 | 400 | 250 | 590 | 18.5 |
| 250T/5000 | 2500 | 5000 | 4000 | 400 | 250 | 590 | 18.5 |
| 250T/6000 | 2500 | 6000 | 5000 | 400 | 250 | 590 | 18.5 |
注:此技术参数表仅做参考,如果采购请以山东威力重工折弯机剪板机厂家实物为准。(液压折弯机技术参数我们可以按您的要求定做生产)我公司地址:滕州市经济开发区春藤东路999号,我公司所有液压折弯机,液压剪板机均严格按照ISO9001:2008国际质量标准体系生产。
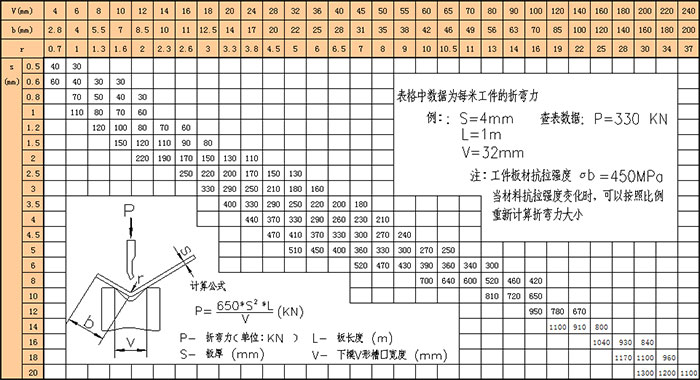
液压板料折弯机折弯力计算

液压板料折弯机发货
【知识拓展】折弯机以及折弯机模具使用知识.
凡是熟悉钣金加工工程的人都知道折弯是钣金加工工程中比较难的,也是最须要技术的工程。
一.折弯机和折弯模具什么是折弯
折弯就是将金属板材通过压力设备和特制的模具,把平面的板料变为立体的加工过程称为折弯。
由于不同材质、厚度、长度、宽度的板材和所须成形的不同形状和角度,所以就有不同吨位和大小压力设备的折弯机,配以不同高度、形状、V幅大小的上下模以其特殊形状的特殊模具。
二.折弯加工分为三个种类:部分折弯、密着折弯、压印折弯。
1.部分折弯:是选用88°以下的上模、V=12t(V表示槽宽、t表示材料厚度)的下模进行直角、钝角折弯的方法。
2.密着折弯:是选用90°的上进行直角和钝角的折弯方法。密着折弯下模选用V=6~12t.
3.压印折弯:是选用90°上模进行直角的折弯.(是一种标准直角折弯).压印折弯下模选用V=5~6t
三.折弯机的使用.
目前钣金加工的折弯机种类很多,按转动方式可分为机械式(伺服马达)和液压式按控制系统可分为简易手动折弯机,普通国产数字定位折弯机,还有程序控制数字化全功能折弯机,按动作部位可分为4轴、8、12轴等折弯机。
1.在使用折弯机前应先检查电源是否通,气压是否够,液压充足否,机器是否清洁,滑道部分有无障碍物,确认后方可进行下面程序。
2.打开机器电源开关,起动油泵对好L轴、D轴、CC轴、Z轴的原点,完成起动过程。
3.然后决定你须要折什么产品,使用什么模具,选好模具后,把机器的挡位开关置于切的位置,装好底座和下模、上模后,又把机器的开关置于寸动或单动位置状态,脚踏上升开关摇动上升摇柄或旋钮使上下模合并并加压对好D轴零点,锁住下模完成装模过程。
4.然后识图,了解折弯顺序和折弯尺寸开始对折弯机进行程序编排。进行程序编排有两种输入法,一为角度输入、一为深度输入,我们常用深度输入法(角度输入法以后再讲)。首先把电脑进入记意状态,输入折弯尺寸L、D值、Z值、速度、时间、次数等数值。然后检查确认程序,无误后让电脑进入运转状态,然后再用废料试折进行修改程序,让角度、尺寸调到较好状态。然后进行产品试折,试折品经检查无误后就可批量生产。
5.在折弯过程中如要提高折弯速度,可以把挡位开关单动或连动状态,但为了安全起见一般只用单动就可以了。在折弯较长工件时往往中间角度很大,我们可以调整CC轴来改变中间角度达到和左右两边角度一致。折弯过程中还应注意中心折弯原则,是保证折弯加工精度的重要前提条件,不允许在折弯机两端的一端折弯,这样角度不但不好,还会损坏机器。
6.短时间休息时不允许关机电源,关掉油泵就可以了,这样以可节省电费,以免除上班时再重新对原点的工作,节省了时间,提高了稼动率。
7.做完产品或下班需要停机,首先把下模放到最低位,然后关掉油泵,再关掉电源,若这批产品已完成,还必需取下模具,并放回模具架上并复归操作面板。
8.严禁违章操作折弯机,以免造成人身和设备模具带来不必要的伤害。平时要注意机器的清洁和保养,不准不懂的人乱机器,养成爱护设备和模具的好习惯。
四.折弯模具的使用。
折弯模具有L型、R型、U型、Z型等几种折弯,主要使用上模有90°、88°、45°、30°、20°、15°等不同角度。下模有4~18V不同槽宽的双槽和单槽,还有R下模、锐角下模、压平模等。上下模分为分段和整体:上模分段一般为300mm、200mm、100mm、100mm、50mm、40mm、20mm、15mm、10mm,整体为835mm。下模一般分为400mm、200mm、100mm、50mm、40mm、20mm、15mm、10mm,整体为835mm。
1.折弯模具是采用优质钢材经特殊热处理制作而成,具有硬度高,不易磨损,承受压力大等特点,但每套模具都有它承受的极限压力:吨/米,所以在使用模具时要正确选用模具的长度,即每米要加多少压力,绝不能超过模具所标注的压力,这一点非常重要,希大家牢记。
2.为了不损坏模具,我们规定了在对原点时,一定要用300mm以上长度的上下模进行对原点.对好原点后才可以使用相同高度的上模、下模。严禁使用分割小模进行对原点,而且对原点一定要按AMADA机器内部的原点压力为标准,不能超过80T为7吨、100T为10吨、200T为15吨。
3.在使用模具时,由于各种模具的高度不一致,所以在一台机器上选用模具时只能用同样高度的模具,不能用不同高度的模具。
4.在使用模具时,要根据金属板料的材质硬度、厚度、长度来选用合适的上、下模,下模我公司一般按5~6T的标准使用下模,长度要比板料长一些,当材质越硬、厚度越大的料,应用槽较宽一点的下模
5.在折弯锐角时,或压死角时,应选用30度上,先折锐角、后压死边。在折弯R角时,应选用R上模和R下模进行。
6.在折弯较长的工件时,最好不要用分段模具,减少接刀压痕,而且最好选用单槽的,因为单槽的下模V槽外角R大,不易产生折弯压痕。
7.在选用上模时,具体要使用哪一种上模,我们应对所有模具的参数进行了解,然后根据所需要成形的产品形状,来决定用什么上模。
8.在折弯硬度特硬或板料太厚的产品时,严禁使用103#和116#上模,易损坏模具,不准用模具来折弯钢筋或其它圆柱体的产品。
9.在使用模具时,应头脑清晰,在机器对完原点后应锁住上、下模,不要让模具掉下来,伤人或伤模具,操作过程中,加压要注意,不可一下加太大压力,注意屏幕显示数据变化。
10.用完模具要及时放回模具架上,并按标识放好,经常清扫模具上的灰尘,并涂上防锈油,以免生锈,降低模具精度。
液压板料折弯机厂家介绍
液压板料折弯机厂家山东威力重工主营“威力重工”牌系列剪板折弯机:QC12Y-系列液压摆式剪板机;QC12K-系列数控液压剪板机;QC11Y-系列液压闸式剪板机;WC67Y-系列液压折弯机;WC67K-系列数控折弯机以及液压龙门剪板机,产品型号齐全,质量上乘,价格合理,诚挚欢迎新老客户来厂考察试机,液压折弯机数控折弯机报价咨询18306370829.(手机号同微信号)

注:联系我时,请说是在“傲立机床网”上看到的,谢谢!


















