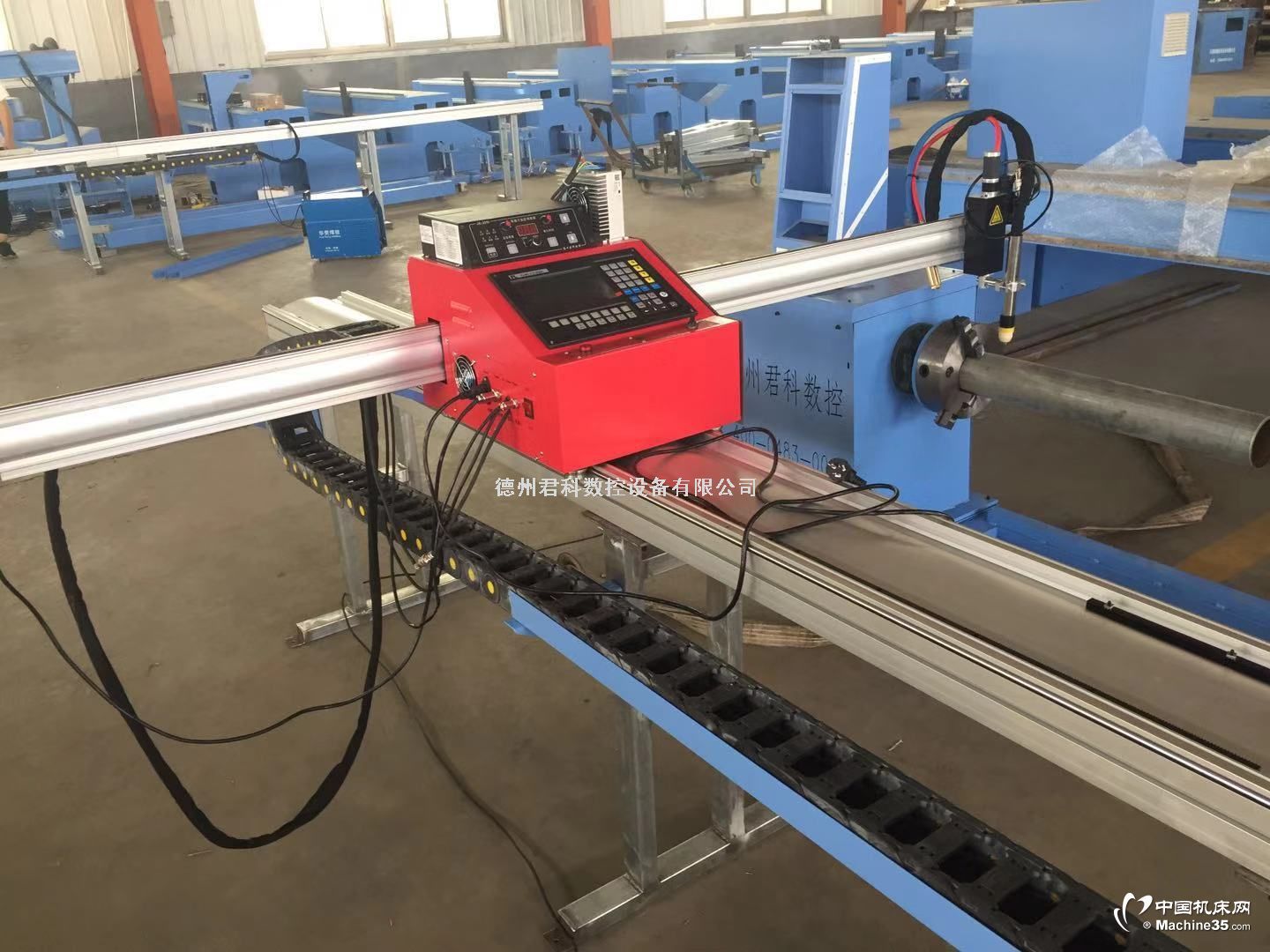
厂家供应:经济款相贯线切割机,等离子切管机,管桁架制造必备
适用行业
适用于钢结构,管桁架,道路设施,管道疏通等,加工碳钢板、铜板、铝板、镀锌板、钛金板等金属材料;
整体采用全焊接结构,坚固合理、持久耐用;
数控系统配置高,自动引弧、性能稳定,引弧率99%以上;
切割速度快、精度高;切口小、整齐、无掉渣现象;
支持文泰、北航海尔、ARTCAM、Type3等软件生成的G代码。
等离子切割是利用高温等离子电弧的热量使工件切口处的金属部分或局部熔化(和蒸发),并借高速等离子的动量排除熔融金属以形成切口的一种加工方法。通过从水蒸气中获取等离子这样安全,简便,有效,多功能且环保的方法对0.3mm以上厚度的金属进行热加工处理(切割,熔焊,钎焊,淬火,喷涂等等),这在金属加工工业史上实属首创。压缩空气进入割炬后由气室分配两路,即形成等离子气体及辅助气体。等离子气体弧起熔化金属作用,而辅助气体则冷却割炬的各个部件并吹掉已熔化的金属。近年来,国外厂家开发了称为精细等离子或称为高精度等离子的新技术,国内已有厂家引进。效果较好。通过改进割矩的设计,较显著地提高了工件切割面质量,韶边垂直度可达0—1.5°对提高厚板切割质量尤其有利。由于改进了切割,电极寿命得到数倍提高。但其割距钢板距离要求较高,要求割上的高度传感器反应更灵敏,割升降反应更快。
首先对于6-20mm范围的材料的火焰切割应用在目前国内市场已经相对较少,其主要原因在于数控等离子切割机设备的进入和对市场用户的挤占,火焰切割相比等离子切割 的缺陷在于加工速度相对较慢,考虑到目前国内等离子切割针对20mm厚度以下材料加工的成本正逐步得到控制,在此厚度范围内的材料加工火焰切割机已不在具备垄断优势。板厚6-20mm的薄板由于受热易变性,在开始切割零件时可不从钢板边缘切入,而采用穿孔办法是钢板边缘成封闭状态,且钢板边缘的割缝与钢板边缘有一定距离,这样可限制因变性而引起的零件尺寸偏差。
数控等离子切割机对不锈钢产品加工有何优势
数控等离子切割机对不锈钢产品加工有何优势?下面君科数控为您介绍:
不锈钢制品具有特殊的物理性质,所以数控等离子切割机在切割方面具有了以下的优势,正因为不锈钢制品也带动了数控等离子切割机的快速发展。不锈钢板的特殊性,它的主要加工方法为冷热加工成型法。冷加工,往往速度慢,效率低,主要用于规格形状的切割加工,热加工方法就很丰富了,根据不同的情况,其切割效果也不尽相同,成本也略有高低之分。而热加工方法可以使用数控等离子切割,等离子切割速度快,效率高,成本低,满足企业的需求。而冷加工方法往往不能满足企业的生产需要。所以越来越的企业多较青睐于数控等离子切割机。
很多人们使用切割机的时候,肯定需要注意的就是本身使用的方面了,这是能够很好满足人们使用的不错的做法,而更好的去分析的时候,当然本身这种数控切割机的使用方面就会更加的不错,确实这样的情况就会明显的不同了,而带来的本身优势就会能够让人们很好地看出来还是不同的,本身的质量方面的效果将会很好地发挥出来更加不同的方面,那么人们就能够从这样的产品方面更好的看到是不错的了。
数控等离子切割机操作方法
一、等离子切割机的开机、关机:
操作人员每天按照以下开关机的顺序进行操作:
(1) 启动空压机、空气干燥机;
(2) 启动机床控制柜;
(3) 启动等离子电源;
(4) 设置好所有参数后启动程序进行切割。
(5) 工作完成后,关闭所有电源、气源。
二、等离子切割机的工作流程:
(1)用AUTOCAD制图或用已有Solidworks文件直接转换为DXF格式;
(2)将DXF格式的零件图导入FastCAM中进行套料、转换程序,为方便程序的调用及管理,将程序名称保存为该零件的图号;
(3)将转化好的程序用U盘拷入机床的控制柜上。
(4)根据所选择程序的材料及厚度,设置工艺参数;
(5)调整好割枪在板材上的位置,启动程序进行切割;
(6)结束切割,下料、清渣。
三、工艺参数的设定与调整:
所有工艺参数都依据说明书上的切割参数表来进行设定,改变材料及板材厚度时所有参数必须重新进行设定。
在等离子电源上调整的参数有:
(1)电流:手动旋扭给定
(2)PG1引弧气气压及流量:
(3)PG2切割气气压及流量:
(4)WG1涡流气气压及流量:
(5)WG2涡流气气压及流量:
(6)板厚档位:共3个档位,根据参数表设定。
在机床控制柜上调整的参数有:
(1)引弧时间:即穿孔时间,通过键盘直接输入;
(2)切割速度:通过键盘直接输入;
(3)割缝补偿:通过键盘直接输入;
(4)引弧高度:即穿孔高度,在割枪部位手动调节;
(5)弧压:在弧压传感器上手动调整,该值决定割枪的切割高度。在切割过程中调整时,观察等离子电源上弧压显示值直到与参数表上的值匹配为止。
四、编程的注意事项:
(1)编程时将等离子切割方向设置为顺时针方向,补偿设为左补偿;
(2)为减少穿孔次数降低切割成本,采用连续切割的方法进行编程。编程时应注意零件的引入引出线的接口,尽可能设在该零件在产品上的隐蔽端或零件上的尖角处,不要设在圆弧上或直线边上。
五、等离子切割的注意事项:
(1)切割前确认设置的工艺参数与所切割的板材材料、厚度相匹配。
(2)工件首件切割后,必须经检验合格后方可进行批量切割。
(3)由于10~16mm的零件切割后周边不再进行加工,所以在切割过程中要随时观察零件断面的斜度,如果斜度超出零件允许的标准范围内,应及时更换新的易损件。对零件斜度影响的易损件是喷嘴,因此喷嘴应作为重点关注对象。而替换下的喷嘴还可以继续切割留有加工余量的零件,比如20mm的重块。
(4)切割过程中随时观察所有气体的气压及流量,如有异常情况应及时停止切割,排除故障后再进行切割。一般情况下,多注意氧气瓶压力和流量,待氧气瓶输出压力低于0.1MPa时及时更换新气。
(5)切割过程中随时观察零件的切割质量,如切割质量明显下降,应停止切割,检查工艺参数、易损件等,如有问题应及时排除。
六、更换易损件的注意事项
(1)更换电极、喷嘴:更换前必须将钥匙开关S1拨至“PGC”档位上,先将割枪外部擦拭干净,再洗干净手,用专用工具将保护帽、涡流气帽、电极等拆下,换上新的干净的电极、喷嘴;此时若割枪内部有污渍应先清理干净后再用专用工具装上新的电极喷嘴,安装一定要到位,否则容易发生冷却液渗漏和电极座烧穿的故障。
(2)更换冷却液:将所有电源关闭,将旧冷却液全部排空,再加入新的冷却液。
七、操作人员的安全防护
等离子电弧会产生危害眼睛和皮肤的紫外线和红外线,同时在切割过程中还会产生很高的噪音,产生大量的烟雾。因此必须安排以下防护措施:
(1) 操作人员必须戴口罩、穿安全鞋;
(2) 戴用于观察切割过程的具有中等暗度的防护眼镜;
(3) 佩戴耳塞;
(4)随时关注水箱内的水位高度,确保除尘效果达到;
(5)当按下开始按钮时,高电压作用于电极和喷嘴间,此时不要用手触摸割枪。
(6)吊装板材时确保人员和设备的安全;
(7)下料时操作人员应注意防止零件烫伤及脚踩到水箱内
注:联系我时,请说是在“傲立机床网”上看到的,谢谢!