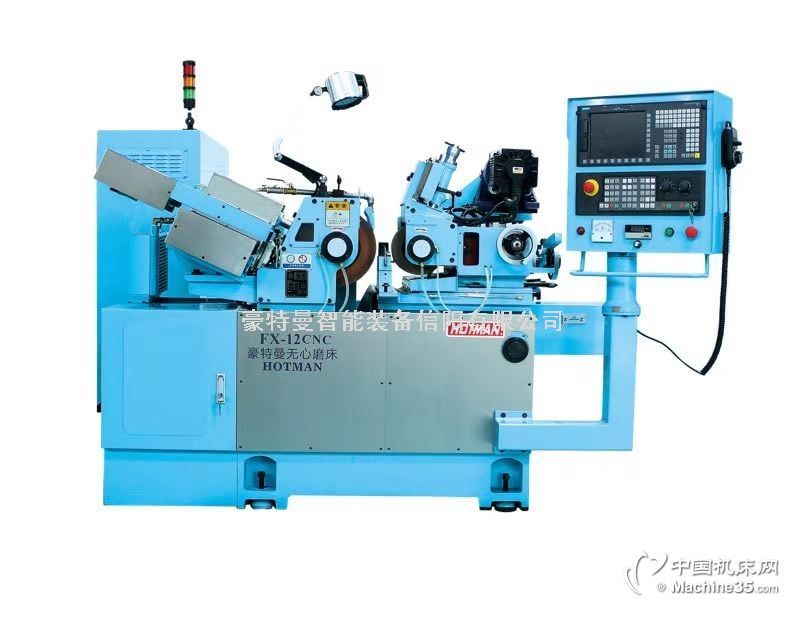
1﹑本体
本体及构件采用米汉纳高级铸铁FC30一次铸成,经人工正常化热处理,再经过六个月以上自然时效处理,构件加工采用YASDA、MITSUI SEIKI、TOSHIBA 、ELB等世界一流设备一次装夹加工,精密尺寸可达微米级,确保设备基础构件高精度。
2﹑主轴系统
主轴采用 SNCM-21H合金钢,经调质、渗碳热处理后再经计算机控制深冷处理,其表层硬度达 HRC-62°以上,单边有效硬化层达1.5mm以上。FX-12CNC主轴采用动压油膜轴承主轴。
3﹑调整轮传动系统
调整轮主轴驱动马达采用台湾台达伺服马达(YAS KAWA)Servo Motor,转速控制 0~350rpm无极可调,以达到最佳线速度,当调整轮外径变化时仍可保持相同的线速度,保证了加工工件的精度和光洁度,研磨出最佳产品。
伺服马达巧妙设计安装在调整轮箱上并用同步皮带直接传动,可以在研磨时与调整轮同时打倾斜角度,保证两皮带轮始终平行,克服了旧型无心磨床用链条多节传动产生的惯量损失和链条夹角带来的诸多不利影响,并且避免了经常更换链条和拉链弹簧。
4﹑修砂系统(选配):
采用十字结构两轴伺服自动修砂系统,通过数控系统实现两轴联动插补修砂,对带锥度、弧度工件实现成型切入式磨削。修砂装置采用燕尾槽纯手工铲花结构,保障修整装置的精度和稳定性。
1、 主轴循环油系统
主轴自动润滑循环油(高级锭子油10#)与油压修整装置为同一油泵,分体式油箱,清洗换油方便,主轴循环油经两个滤油装置过滤并装有压力控制器,确保主轴寿命。
2、 自动上下料系统(选配)
根据客户的工件要求,可以配置龙门架式自动上下料机械手,通过排齿式或振动盘把工件送至定料位置,由龙门架配置的自动夹手夹料,吊放至托板上,由前或后定位装置实现定位。磨削完毕后,由收料夹手自动夹料,放入传送带并自动滚到收料箱,可实现全自动化磨削。
注:联系我时,请说是在“傲立机床网”上看到的,谢谢!