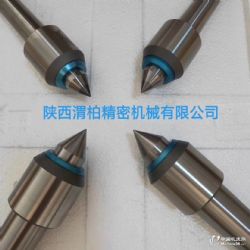
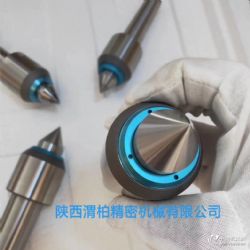
渭柏精密供应意大利FRB驱动顶尖,FRB驱动顶尖的中心顶尖和机床尾座顶尖进行定位,依靠端面驱动顶尖的驱动销嵌入工件端面通过机床主轴旋转驱动工件,可以一次装夹完成内外圆柱面,螺纹、花键、横向孔、沟槽、倒角等整个工件加工工序, 由于不需要再次装夹,同轴度和位置度更有保证,可提升生产周期和产品的品质。
FRB驱动顶尖相比较卡盘和尾座顶尖“一夹一顶”的装夹方式,有如下区别和优势:
1.卡盘以夹持工件的外圆定心,存在定位基准不重合引起的误差;而端面驱动是以工件的两中心孔定位,基准一致。
2.卡盘卡爪夹持的工件外圆部分,刀具不能进行切削,需要掉头再次装夹,存在二次装夹引起的误差;端面驱动一次装夹即可完成所有外圆的加工,同轴度更有保证。
3.在一些用卡盘不能装夹的工件,如伞齿轮、异形件、偏心件等的粗车和硬车加工中,只要工件两端有中心孔即可采用端面驱动,省时省力。
FRB驱动顶尖技术的特点与应用
FRB驱动顶尖有专门针对各类机床的独特设计,车削、磨削、重载和齿轮加工四大类驱动顶尖满足各种场合的使用,FRB端面驱动顶尖内部采用自动平衡补偿系统,针对毛坯零件或斜面也安全可靠。
FRB驱动与一夹一顶的对比
在车削轴类工件中,有时会使用一种卡盘和端面驱动复合的夹具,粗车使用卡爪夹持外圆,最后一序精车采用端面驱动,主轴端接双油缸控制。该复合夹具之所以粗精分开,也是因为端驱部分结构限制,不能承载大的切削力。使用飞霸端面驱动夹持加工轴类,不会存在驱动力不足的问题。
意大利FRB驱动顶尖使用案例;
意大利FRB端面驱动顶尖使用案例一:车削齿轮从周期规律可以看出,使用该机器可以从侧尾座施加一个超过1.000公斤的压力,也可以同时使用两个具有非常高的切削参数的刀具进行车削加工左后转向轴,这是一项特别有趣的加工过程,因其配件很特别,所以就可以通过驱动程序来进行操作,无需学习其不同的操作方法,这样代价会非常昂贵;唯一的方法就是遵循操作周期来执行,也可以驱动程序。
意大利FRB端面驱动顶尖使用案例二:渗碳和硬化后车削齿轮的操作
近年来,淬硬车削已成为加工处理的一部分。通过液压式端面驱动顶尖加工(替代了磨削方法),使得公差和光洁度达到近乎磨削标准。
意大利FRB端面驱动顶尖使用案例四:车削5缸曲轴
始终运用固定顶尖的驱动器来钻孔,这样即使在不平衡的部件上也能够保持其最大的刚性。用于铸铁材料的加工。
意大利FRB端面驱动顶尖使用案例五:单缸曲轴
这项极其困难的操作是仅可以在一个固定顶尖的驱动程序的帮助下进行。从视频中可以看出,如果不管手柄小直径的话,它还能够加工两个中心直径。
意大利FRB端面驱动顶尖使用案例三:
带固定顶尖的液压式驱动顶尖,使工件加工后保证完美的同轴度和刚性,并在超硬合金爪的辅助下确保它在淬硬工件上也能够很好的固定,允许工件硬度达到63 HRC。
与此驱动顶尖配套,诞生了具有高精度和刚性的2008新系列活顶尖,非常适合应用在类似于代替磨削加工的硬车加工中。
注:联系我时,请说是在“傲立机床网”上看到的,谢谢!