伺服压机,电动伺服压机,精密伺服压力机,伺服压力机厂家,C型伺服压机,四柱伺服压力机,伺服四柱压机,电动伺服压力机,伺服电动压机,数控伺服压力机,数控伺服压装机,智能伺服压装机,伺服压机,伺服压装机厂家,小型伺服压力机,伺服电缸压机,伺服压机制造厂家,伺服压装机品牌,伺服热压机,高精密伺服压机,伺服电缸压机,电子伺服压力机,数控伺服压力机,伺服电动压机
一、核心构造解析
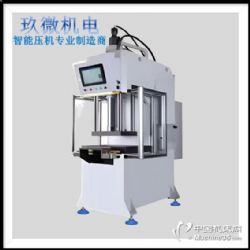
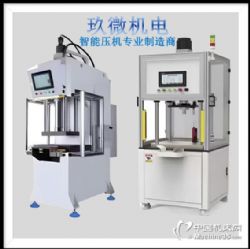
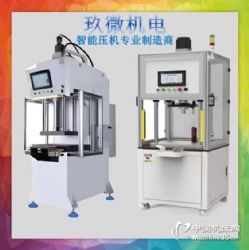
机械主体模块
机身:采用铸铁或钢材焊接结构,确保高刚性及抗变形能力,部分机型配置四柱式框架增强稳定性。
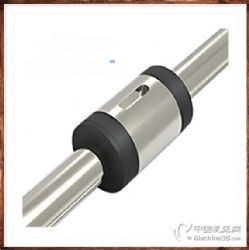
滑块/压头:由伺服电机驱动,通过滚珠丝杠或曲柄机构实现高精度直线运动,位移分辨率可达0.001mm。
工作台:表面镀硬铬处理,平面度误差≤0.02mm,适配模具快速定位。
伺服驱动系统
伺服电机:内置17位绝对式编码器,实时反馈转速与扭矩,控制精度达±0.01%。
传动组件:
滚珠丝杠:导程5mm/转,匹配伺服电机实现微米级位移控制。
同步带/齿轮箱:用于动力传递,噪声≤65dB(静音型设计)。
传感与控制系统
力传感器:集成于压头前端,量程覆盖50N~2000kN,精度±0.5%F.S。
位移传感器:LVDT或磁栅式,检测压头位置并闭环校正,重复精度≤±0.005mm。
PLC+HMI:支持100套压装程序存储,可编程六段速压装曲线(如快进→探测→压装→保压→回程)。
二、操作流程与模式选择
基础操作步骤
模式切换:
位置模式:设定目标位移(如10.5mm),压头按预设速度到达终点后停止。
力控模式:输入目标压力(如5000N),系统自动调整位移直至达到阈值。
混合模式:分段控制位移与压力,适用于多工序压装(如预压+主压+保压)。
参数设置:
速度分段:快进段(20mm/s)→探测段(5mm/s)→压装段(1mm/s)。
安全阈值:最大行程保护(目标位移+5%)、压力上限(额定值120%)。
压装过程监控
伺服压机,电动伺服压机,精密伺服压力机,伺服压力机厂家,C型伺服压机,四柱伺服压力机,伺服四柱压机,电动伺服压力机,伺服电动压机,数控伺服压力机,数控伺服压装机,智能伺服压装机,伺服压机,伺服压装机厂家,小型伺服压力机,伺服电缸压机,伺服压机制造厂家,伺服压装机品牌,伺服热压机,高精密伺服压机,伺服电缸压机,电子伺服压力机,数控伺服压力机,伺服电动压机
实时显示压力-位移曲线,自动判定OK/NG(如斜率突变或超差报警)。
数据追溯:存储压装时间、峰值压力、终点位置等参数,支持CSV导出。
三、维护与安全规范
日常维护要点
润滑周期:滚珠丝杠每500小时加注锂基脂,高温环境缩短至300小时。
校准流程:
力传感器标定:使用标准砝码加载,修正非线性误差。
原点复归:每月执行一次,消除机械间隙导致的零点漂移。
安全操作规范
急停触发:压装过程中力超限或位移异常时,0.1s内切断动力并回退。
防护装置:配置红外光栅(响应时间≤10ms),防止操作者肢体进入危险区域。
典型应用场景
汽车制造:发动机气门座圈压装(压力2000N±2%,位移控制±0.01mm)。
电子元件:PCB板引脚整形(多段速控制避免脆性材料开裂)。
操作流程图示例:
开机自检 → 2. 选择压装程序 → 3. 装夹工件 → 4. 启动压装 → 5. 质量判定 → 6. 数据存档。
注:复杂工艺(如热压成型)需额外配置温度模块,并在PLC中集成PID温控算法。




注:联系我时,请说是在“傲立机床网”上看到的,谢谢!