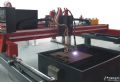
D408C2����ʽ���ػ����������и��
��ɽ�³���רҵ�������������и�������ص������и��������������и�����з�����ơ����졢���ۡ�����Ϊһ����Զ��������豸�߿Ƽ���ҵ���й����á�����������и���쵼�ߡ�
�³������и��ϵ�в�Ʒ����ʵ�á�������ݿɿ����õ��������û��ĺ�������˾�����Ŵ��¡���ȡ�����桢�����ִҵ�������Ϊ���һ�����Ϊ����ӹ�ҵ������ҵ�ṩ����ʵ�á���Ч��ݵ������и���������Ϊ�ɾͿͻ���ֵ���������졢���ķ���
�³��и����Ʒ�ص㣺
�³������и��ϵ�����ػ���������и���Ⱦ��й����������и����������Ӧ�еĻ������ܣ�ͬʱ���������¼����Ʒ�ص㣺
1��ʹ�ø����������������
���Դ��綯����װ�õ��ڸ��߶ȣ�������Ա�ڸ�洦�����ƶ���λ�dz����㡣�����Ի�����ƣ�����ݵIJ�����
2��רҵ�����ƣ����۴���������
רҵ���ʦ������ѧԭ����� �����۴�����ͬʱ����֤�˻�е�ṹ���ȶ��ԣ���
3�������˵�ͼ�α�̷�ʽ
����ͼ���ڰ칫����CAD��ƣ���U��ת���и������ͼ�ο������и��ϵͳ��ֱ�ӵ�����ͼ�β�����Ϊ��Ҫ���и�����Ϳ���ֱ���и��ͨ���������dz��������ա�
4��ɵ���Ͳ�����ʽ
�� ��ʾ���·���ʱ��ʾ�������������������Ա���Բ�����ѵ�����迴˵���顣
5��ɵ����ά����ʽ
�� ����ģ�黯��ƣ���·ģ�鼰��ģ���Ͼ��и��ֹ���״ָ̬ʾ�ƣ���������һĿ��Ȼ������ά�����谴ָʾ�Ƹ�������ģ�飬ά���dz������ݡ�
6����������
�� �и���Ͽɶ�ͼ��ʵ���Զ���������Աֻ��Ҫ�����и����������з�����ʵ�ִ����������Զ��и
�� �� �� �� �� ��
|
��� |
�� Ŀ |
���� |
��λ |
˵ �� |
|
1 |
��������D408C2 |
1 |
̨ |
��ɽ�³� |
|
2 |
������� |
3500 |
�L |
������2.5m |
|
3 |
������������ |
8000 |
�L |
����6m |
|
4 |
������ʽ |
3 |
�� |
˫������ |
|
5 |
���Ǽ����� |
3 |
̨ |
�еº��� |
|
6 |
1 |
�� |
�Ϻ����� |
|
|
7 |
�������� |
1 |
�� |
��˼�� |
|
8 |
�綯���߿����� |
1 |
�� |
HYD |
|
9 |
������ |
1 |
�� |
����¡�� |
|
10 |
��ѹ���߿����� |
1 |
�� |
HYD |
|
11 |
�����Ӹ�� |
1 |
�� |
�������� |
|
12 |
��ع� |
1 |
̨ |
��ɽ�³� |
�� �� �� ��
�豸��Ҫ��������ָ��
|
�� �� |
�� Ŀ |
�ɴ�ָ�� |
|
|
1 |
�����и��ȣ��L�� |
̼��: �иΧ6-200�������и�≤50 |
|
|
2 |
�������и��ȣ�mm�� |
�ӵ����ӵ�Դ���ʶ��� |
|
|
3 |
��������г̣��L�� |
1-200 |
|
|
4 |
�и��ٶȣ�mm/min�� |
0-6000/min |
|
|
5 |
�趨�ٶ������� |
≤±5�� |
|
|
6 |
����ֱ�߾��� |
± |
|
|
7 |
ֱ���ظ����� |
± |
|
|
8 |
�����ۺϾ��� �������ۺ�ͼ��Ϊ���߳�(�ı�200�w200)
|
|
|
|
10 |
���찲װ���� |
1).���������ֱ�߶ȣ�± 2).���������ֱ�߶ȣ�± 3).��������������������ˮƽ��ƽ�жȣ�± |
|
|
11 |
����ƫ�� |
0.5�L |
A���豸������λ���ȡ��ظ�����:����JB/T5102-1999�� B���и�ߴ羫�ȡ���������:����JB/T10045.3-1999�� |
|
12 |
ֱ�߶� |
0.5�L |
|
|
13 |
Բ �� |
0.3�L |
|
|
14 |
�Խ��߲� |
0.5�L |
|
|
15 |
�ظ���λ���� |
0.5�L |
|
|
16 |
�������߾��� |
≤ |
|
|
17 |
�и�����������ֲڶȣ� ��ѡδ=25��ģ� |
|
Rz(um)=70+ Ŀ�⣺�ֲڶ�12.5 |

�豸��������Ҫ��
1. ��Դ 220V±10%��50Hz±1Hz
2. ���� 3 KW
3. ��Դ
���� ���ȣ�99.5%
Ԥ���� ѹ��0.7~0.8Mpa
�и��� ѹ��1 Mpa
��Ȳ��ȼ�� ѹ��0.06~0.08 Mpa
4. �����¶�
5. ���ʪ�� 90%������
6. ������
�豸���������ص�
��Ч�и �������˹��и����6-8�����Ȱ��Զ�С���и����4-6����
�������и������λ���ȡ��ظ����ȴﵽJB/T5102-1999����
�и������ﵽJB/T10045.3-1999��JB/T10045.4-1999��
�����
1������������Ƽ�ࡣ
2��������ȡ̨�����ֱ�ߵ���
3������������ʽ�ṹ����ʽ���ܣ����Ӻ������ʱЧ��������������Ӧ����ʹ֮�ڳ���ʹ���в��������Ρ�
4����е����ϵͳȫ�����þ��ܹ�������ͼӹ�����Ϊ����7���ľ������������������
5������ϵͳ�����еº��ʵ����Ǽ������������롢�������16���֣�ͬʱ���ں���������ִ����ṹ�У��������Զ�������϶��װ�ã�ʹ֮�����ṹ��ȷִ������ϵͳ������ָ�
6�������������������н�װ�ò����Զ�����ṹ��������ƫ���ּн��ṹ�����Զ�����ṹ�ĵ�������ʹ�������������ϴ�������ƽ�ȣ���������н���ƫ����ƫ������
7���������豸����ܼ����ĸֽṹ�����ݶ��������÷��ڻ�Ƹ�������
���Ʋ���
17��Һ����ʾ��
ȫ���IJ�������
�ڼӹ��пɽ�������ӹ��켣����
�����Զ�������
�ɷ��������и����λ��
�ӹ��п���ʱ�����и��ٶ�
���뷽ʽ���ֶ��������롢U������
�Զ���ϼ��������״̬�ͳ���������
���ƵĻ��桢�������и�����ƽӿڼ���������
ǰ��USB�ӿ�
��ѵ�ľ������ݺʹ�ʩ
���豸������ά����Ա����ѵ���DZ�֤�豸�������еĹؼ�����.�������ǹ�˾�Ĺ������飬���豸����������ѵ��Ҫ�ж���ѡ��
1��������ѵ���豸���ҹ�˾���밲װ���Խ�ʱ���û��ɰ�����صIJ�����ά����Ա���ҹ�˾���������ѵ�������ڼ乫˾�������йؼ�����Ա�������豸�Ļ�е�͵����Ĺ���ԭ�����豸������������ά��Ҫ��ȡ���ҪĿ�����ò�����ά����Ա���豸�Ľṹ�͵��Է�����һ��ȫ����˽⡣
2���ֳ���ѵ���豸�����û�����װ���Խ�ʱ���ҹ�˾�������йذ�װ��������Ա�����û�������ά����Ա�ص�����豸���������ų���ѵ��
ͨ����ѵ�����������������˽��豸�ճ�����Ҫ���ܶ�������豸�IJ������豸ά����Ա�ܸ��ݹ��������ų��豸�ij������ϡ�
�ۺ�����ŵ��
1���ʱ��ڴӺ�ͬ�豸��������װ�������պϸ�֮�����12��������
2�� ���ʱ�����, �����Ϊ��Ʒ����, �ӹ����ȺͲ��ϵ�ԭ��������κ�ȱ��, ��������������, ���з��þ��������е� ���������������ά���ý����û��е������ڿͻ�ʹ�ò��������ʧ����ɵĻ������ϣ���������ָ����רҵ������Աά����ɵĻ������ϣ�����װ���պϸ�ͻ����а��˻����Ų�����ɵĻ������ϣ��Լ������û������ζ���ɵĻ������ϵȡ�
3���ڽӵ�����֪ͨ��, ����Ӧ�� 2Сʱ��������Ӧ, ���������н��,����������Ա24-72Сʱ�ڵ����ֳ���
4����Ʒ������������ϸ��չ��Ҽ������ҵ��ִ�С�
5���ֳ���������ṩ�ֳ�����������Ϊ���ֳ������嵥�����ӡ����ա�ָ����װ���μ����ˡ�
6����˾�ڱ���������ͻ������Żݹ�Ӧ���������
7���ṩ��Ʒ�����ص���ܣ�������������ԡ�ά����Ա��
�����и���ο�
|
�����и����ܼ������������������и |
|||||||
|
����ţ�#�� |
�������mm) |
�и��ȣ�mm�� |
���뾶��mm) |
Ԥ��ʱ�䣨s�� |
�и��ٶȣ�mm/min) |
����ѹ�� |
|
|
���� |
���� |
||||||
|
0 |
1.0 |
5-15 |
1.2 |
10-13 |
480-380 |
0.2-0.4 |
>0.03 |
|
1 |
1.2 |
15-30 |
1.4 |
12-15 |
400-320 |
0.26-0.45 |
>0.03 |
|
2 |
1.4 |
30-50 |
1.6 |
14-17 |
350-380 |
0.25-0.45 |
>0.03 |
|
3 |
1.6 |
50-70 |
1.9 |
16-19 |
300-240 |
0.3-0.5 |
>0.04 |
|
4 |
1.8 |
70-90 |
2.2 |
18-25 |
260-200 |
0.3-0.5 |
>0.04 |
|
5 |
2.0 |
90-120 |
2.4 |
24-32 |
210-170 |
0.4-0.6 |
>0.04 |
|
6 |
2.4 |
120-160 |
2.9 |
31-42 |
180-140 |
0.5-0.8 |
>0.05 |
|
�����и����ܼ���������������Ȳ�и |
|||||||
|
����ţ�#�� |
�������mm) |
�и��ȣ�mm�� |
���뾶��mm) |
Ԥ��ʱ�䣨s�� |
�и��ٶȣ�mm/min) |
����ѹ�� |
|
|
���� |
��Ȳ |
||||||
|
0 |
0.8 |
5-10 |
1 |
10-13 |
600-450 |
0.2-0.4 |
>0.03 |
|
1 |
1.0 |
10-20 |
1.2 |
12-15 |
480-380 |
0.2-0.4 |
>0.03 |
|
2 |
1.2 |
20-30 |
1.4 |
14-17 |
400-320 |
0.25-0.45 |
>0.03 |
|
3 |
1.4 |
30-50 |
1.7 |
16-19 |
350-380 |
0.25-0.45 |
>0.03 |
|
4 |
1.6 |
50-70 |
2 |
18-25 |
300-240 |
0.3-0.5 |
>0.04 |
|
5 |
1.8 |
70-90 |
2.2 |
24-32 |
260-200 |
0.3-0.5 |
>0.04 |
|
6 |
2.0 |
90-120 |
2.4 |
31-42 |
210-170 |
0.4-0.6 |
>0.04 |
|
7 |
2.4 |
120-160 |
2.9 |
40-60 |
180-140 |
0.5-0.8 |
>0.05 |
|
8 |
2.8 |
160-200 |
3.3 |
50-80 |
160-200 |
0.6-0.9 |
>0.05 |
|
ע�����������и������� |
|||||||
|
1���������Ȳ�����99.5%�� 2�����и�ֲĺ�̼≤0.45%; |
|||||||
|
3���иʽ��ֱ�и 4������ѹ����ָ���Ǯ���и���ѹ���� |
|||||||
ע����ϵ��ʱ����˵���ڡ��������������Ͽ����ģ�лл��