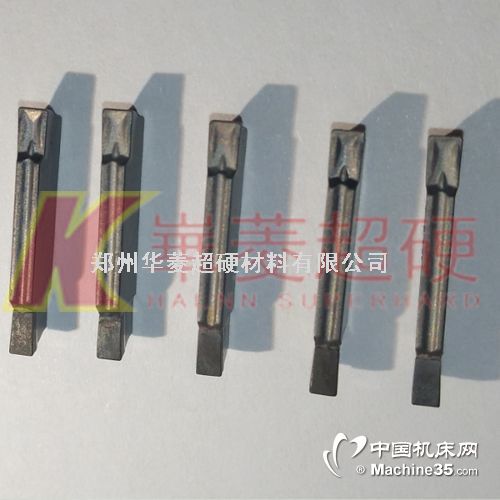
CBN槽刀片圆弧槽刀非标定制立方氮化硼刀片
了解沟槽类型
选用切槽刀片需要先了解沟槽类型十分重要,常见的主要有三种:外圆沟槽、内孔沟槽和端面沟槽。
(1)外圆沟槽最容易加工,因为重力和冷却液可以帮助排屑。此外,外圆沟槽加工对于操作者是可见的,可以直接和相对容易地检查加工质量。但也必须避免工件设计或夹持中的一些潜在障碍。一般来说,当切槽刀具的刀尖保持在略低于中心线的位置时,切削效果最好。
(2)内孔切槽与外圆径切槽比较类似,不同之处在于冷却液的应用和排屑更具有挑战性。对于内孔切槽而言,刀尖位置略高于中心线时可获得最佳性能。
(3)加工端面沟槽,刀具必须能在轴向方向移动,且刀具的后刀面半径必须与被加工半径相互匹配。端面切槽刀具的刀尖位置略高于中心线时加工效果最好。
加工机床及应用
在切槽加工中,车床的设计型式和技术条件也是需要考虑的基本要素。对车床的一些主要性能要求包括:具有足够大的功率,可保证刀具在正确的速度范围内运行,不会失速或抖动;有足够高的刚性,可完成要求的切削加工,不会颤振;具有足够高的冷却液压力和流量,帮助排屑;有足够高的精度。此外,为了加工出正确的沟槽形状和尺寸,对机床进行适当的调试校准也至关重要。
华菱超硬CBN槽刀片有平底槽刀、圆弧槽刀片、非标槽刀片定制,提供来图来样加工。
|
特性方向 |
刀具牌号 |
加工材质 |
承受吃刀深度 |
推荐切削状态 |
|
|
BN-K1 |
冷硬铸铁,高镍铬、高硬度合金铸铁 |
1-10mm |
断续-连续 |
|
BN-S30 |
铸铁、难切削材料 |
1-10mm |
中等断续 |
|
|
BN-S300 |
灰铸铁 |
≤2mm |
连续切削 |
|
|
BNK30 |
灰铸铁,铁系烧结合金 |
≤1.5mm |
连续切削 |
|
|
BN-K10 |
灰铸铁,粉末冶金 |
≤0.5mm |
连续切削 |
|
|
|
BN-S20 |
淬硬钢、耐热耐磨钢、高锰钢 |
1-10mm |
断续-连续 |
|
BN-H20 |
淬硬钢,难切削材料 |
≤1mm |
中等断续 |
|
|
BN-S200 |
淬硬钢,高温合金 |
≤1mm |
连续切削 |
|
|
BN-H11 |
淬硬钢 |
≤1mm |
连续切削 |
|
|
淬硬钢的 |
BN-H10 C25 |
淬硬钢 |
≤0.5mm |
连续-微断续 |
|
BN-H10 |
淬硬钢,高强度铸铁 |
≤0.5mm |
连续-微断续 |
|
|
BN-H21 |
淬硬钢 |
≤0.5mm |
强断续切削 |
|
|
BN-H21 C25 |
淬硬钢 |
≤0.5mm |
强断续切削 |
注:联系我时,请说是在“傲立机床网”上看到的,谢谢!