应放在水下切割,避免产生烟气对人体的毒害
2.在等离子弧切割过程中避免直接目视等离子弧,需佩戴专业
防护眼镜及面部罩,避免弧光对眼睛及皮肤的灼伤。
3.在等离子弧切割过程中会产生大量毒害气体,需要通风并佩
戴多层过滤的防尘口罩。
4.在等离子弧切割过程中需佩戴毛巾,手套,脚护套等劳护用
具,防止四溅的火星对皮肤的灼伤。
5.在等离子弧切割过程中高频振荡器产生的高频以及电磁辐射
,会对身体造成损伤,部分长期从业者甚至出现不孕的症状,
虽然医学界和业界暂时尚无定论,但仍需做好防护工作。
切割规范:各种等离子弧切割工艺参数,直接影响切割过程的
稳定性、切割质量和效果。主要切割规范简述如下:
空载电压和弧柱电压等离子切割电源,必须具有足够高的空载
电压,才能容易引弧和使等离子弧稳定燃烧。空载电压一般为
120-600V,而弧柱电压一般为空载电压的一半。提高弧柱电压
,能明显地增加等离子弧的功率,因而能提高切割速度和切割
更大厚度的金属板材。弧柱电压往往通过调节气体流量和加大
电极内缩量来达到,但弧柱电压不能超过空载电压的65%,否则
会使等离子弧不稳定切割电流增加切割电流同样能提高等离子
弧的功率,但它受到最大允许电流的限制,否则会使等离子弧
柱变粗、割缝宽度增加、电极寿命下降。气体流量增加气体流
量既能提高弧柱电压,又能增强对弧柱的压缩作用而使等离子
弧能量更加集中、喷射力更强,因而可提高切割速度和质量。
但气体流量过大,反而会使弧柱变短,损失热量增加,使切割
能力减弱,直至使切割过程不能正常进行。电极内缩量所谓内
缩量是指电极到割嘴端面的距离,合适的距离可以使电弧在割
嘴内得到良好的压缩,获得能量集中、温度高的等离子弧而进
行有效的切割。距离过大或过小,会使电极严重烧损、割嘴烧
坏和切割能力下降。内缩量一般取8-11mm。割嘴高度是指割嘴
端面至被割工件表面的距离。该距离一般为4~10mm。它与电极
内缩量一样,距离要合适才能充分发挥等离子弧的切割效率,否
则会使切割效率和切割质量下降或使割嘴烧坏。切割速度以上
各种因素直接影响等离子弧的压缩效应,也就是影响等离子弧
的温度和能量密度,而等离子弧的高温、高能量决定着切割速
度,所以以上的各种因素均与切割速度有关。在保证切割质量
的前提下,应尽可能的提高切割速度。这不仅提高生产率,而
且能减少被割零件的变形量和割缝区的热影响区域。若切割速
度不合适,其效果相反,而且会使粘渣增加,切割质量下降。
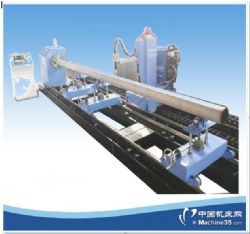
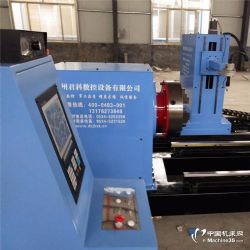
龙门机型选择
这款龙门式数控切实机有多种类型选择,分别为一火一等,双火,双等,双火一等,双等一火,同时也可在任意类型选择后另加1-10把直条,(备注,类型配置指的是割据选择,可用于任意形状的零件切割,直条选择单可用于直线的切割,所以客户要结合自己平时所切割工件来决定采购类型。)
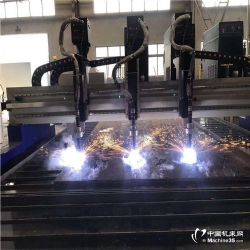
火焰和等离子的区别及适合加工的厚度和后期使用的耗材,首先等离子和火焰区别在于等离子后期切割零件速度比火焰要快大概2-4倍,在切割薄板上有很大优势,适合切割0.4-25以下金属板材,不过等离子切割十个以上板子会有斜口,斜度大小取决于等离子电源质量,后期耗材氧气和液化气,乙炔和氧气,割嘴(平均10天换一次)
报价均不含税,如需要开17%增值税发票另外加10%税点。
关于售后以及安装,如订购设备5个工作日内发货,我厂工作人员随设备去安装,并且负责培训,订货流程:首付30%,预付款设备到达需方物流付款60%,设备安装调试好付清余款10%,售后一年质保,终身免费技术支持,免费软件编程。
我们希望做您优质的合作伙伴,我们理解您的担忧和顾虑,所以我们把能考虑到的部分都清楚的说出来,希望您购买我们的设备用的安心,放心,省心,我们珍惜每一位客户,每一位朋友,非常欢迎您在了解和以后的使用过程中为我们提出宝贵的意见和建议。
数控切割机是一种精密机械传动,热切割技术相结合的一种高效,高精度,高可靠性的切割设备,良好的人机界面使得操作更加方便简单,能快速准确地切割出各种形状复杂的板材,特别适用于中,薄有色金属板材,不锈钢和碳钢板材的自动化切割下料,它采用一体式模块化设计,安装快捷,移动方便。
注:联系我时,请说是在“傲立机床网”上看到的,谢谢!