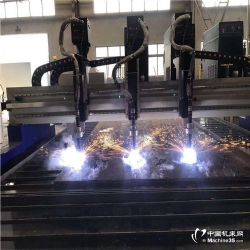
2.在等离子弧切割过程中避免直接目视等离子弧,需佩戴专业防护眼镜及面部罩,避免弧光对眼睛及皮肤的灼伤。
3.在等离子弧切割过程中会产生大量毒害气体,需要通风并佩戴多层过滤的防尘口罩。
4.在等离子弧切割过程中需佩戴毛巾,手套,脚护套等劳护用具,防止四溅的火星对皮肤的灼伤。
5.在等离子弧切割过程中高频振荡器产生的高频以及电磁辐射,会对身体造成损伤,部分长期从业者甚至出现不孕的症状,虽然医学界和业界暂时尚无定论,但仍需做好防护工作。
切割规范
切割规范:各种等离子弧切割工艺参数,直接影响切割过程的稳定性、切割质量和效果。主要切割规范简述如下:
空载电压和弧柱电压等离子切割电源,必须具有足够高的空载电压,才能容易引弧和使等离子弧稳定燃烧。空载电压一般为120-600V,而弧柱电压一般为空载电压的一半。
提高弧柱电压,能明显地增加等离子弧的功率,因而能提高切割速度和切割更大厚度的金属板材。弧柱电压往往通过调节气体流量和加大电极内缩量来达到,但弧柱电压不能超过空载电压的65%,否则会使等离子弧不稳定切割电流增加切割电流同样能提高等离子弧的功率,但它受到最大允许电流的限制,否则会使等离子弧柱变粗、割缝宽度增加、电极寿命下降。
气体流量增加气体流量既能提高弧柱电压,又能增强对弧柱的压缩作用而使等离子弧能量更加集中、喷射力更强,因而可提高切割速度和质量。
但气体流量过大,反而会使弧柱变短,损失热量增加,使切割能力减弱,直至使切割过程不能正常进行。
电极内缩量所谓内缩量是指电极到割嘴端面的距离,合适的距离可以使电弧在割嘴内得到良好的压缩,获得能量集中、温度高的等离子弧而进行有效的切割。
距离过大或过小,会使电极严重烧损、割嘴烧坏和切割能力下降。内缩量一般取8-11mm。
割嘴高度是指割嘴端面至被割工件表面的距离。该距离一般为4~10mm。它与电极内缩量一样,距离要合适才能充分发挥等离子弧的切割效率,否则会使切割效率和切割质量下降或使割嘴烧坏。
切割速度以上各种因素直接影响等离子弧的压缩效应,也就是影响等离子弧的温度和能量密度,而等离子弧的高温、高能量决定着切割速度,所以以上的各种因素均与切割速度有关。
在保证切割质量的前提下,应尽可能的提高切割速度。这不仅提高生产率,而且能减少被割零件的变形量和割缝区的热影响区域。若切割速度不合适,其效果相反,而且会使粘渣增加,切割质量下降。
数控台式等离子火焰切割机、
数控便携等离子火焰切割机、
数控相贯线方管圆管切割机、
数控全自动切板机切管机、
龙门数控火焰切割机对各种异形碳钢Q235B、Q345B、S45C/S50C热轧宽厚板及金属薄板开割下料的首先设备。数控切割机可切割各种形状,具有自动套料,自动调高,自动点火,自动熄火,火焰和等离子切割一键转换等功能,操作简单易学,无需高学问,无需高技术人才,只要会CAD软件,1小时内轻松学会操作。
该型数控切割机为龙门式结构,横向跨度有3000-8000mm等多种规格,均采用双边驱动,双轴芯直线导轨,标配为横向轨距4000mm,纵向轨长为12000mm,单火焰或单等离子切割方式,带自动点火;也可增配成火焰与等离子两用切割方式。纵向导轨长度每节2000mm,可按用户要求配置加长导轨及加宽横梁跨距;还可根据用户要求配置多把割炬或异型切割和抽条切割两用。
注:联系我时,请说是在“傲立机床网”上看到的,谢谢!