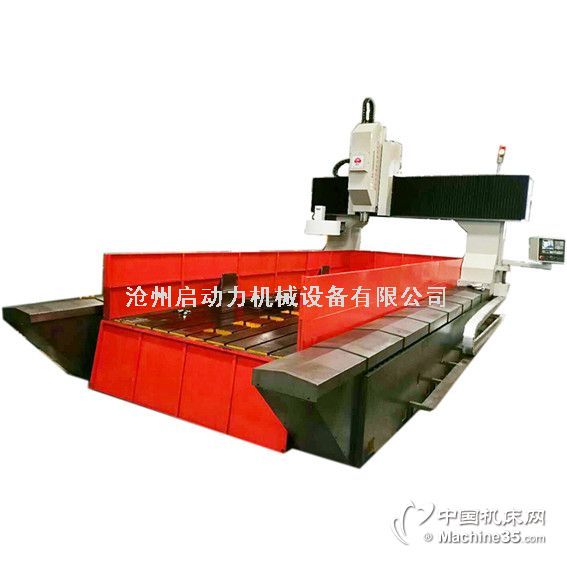
龙门数控高速钻铣床拥有刚性、稳定性俱佳的整体铸件的机械硬件部分和稳定、高效、耐用、售后有保障的电器系统软件部分。具体有以下五大特点:
1.龙门数控高速钻铣床主体:龙门立柱、床身、工作台、Z轴滑板、滑枕,轴承座全部采用高强度铸铁件铸造而成。所有铸铁件经过退火热处理后消除了铸件自身90%以上的内应力,再精加工而成;使得机床具结构稳定、不易变形,加工精度高、整体铸件可无限期使用等诸多优点,
2.龙门数控高速钻铣床传统的人工刮研工艺,是机床高精、高效,持久稳定运行的保障。机床主体的龙门立柱、床身、 Z轴滑板、滑枕导轨面及安装面均采用人工刮研工艺,人工刮研是机床制造中不可或缺的工艺环节,它提高了机床各部分的相对精度,弥补了加工过程中因夹装受力扭曲,刀具磨损和加工设备精度不足而导致的零部件精度误差,在自然状态下zui大化的提高了设备精度。因此人工刮研工艺是机床高精度、持续稳定高效运行不可或缺的工艺环节。
3.主轴电机配合中心出水主轴(台湾键春主轴或国产机械主轴),内、外冷自由切换。北京CTB伺服主轴电机,配合机械主轴使得机床高速钻、铣、攻丝,具有强有力保障。
4.丝杆、线规保证台湾品牌:丝杆,机床精度的保障,我厂根据机床大小,对刚性、强度要求的不同采用台湾TBI的5010型/5020型/6320型/8020型不同型号和强度的丝杆;线规始终采用台湾上银、银泰、ABBA的45型/55型线规是机床稳定、高效稳定的基础保障。
5.机床采用广数或者KND数控系统。且主要电器元器件采用欧姆龙、施耐德、德力西、正泰等用户信赖的品牌。为机床的稳定运行提供了强有力保障。减少机床电器故障的发生。
高速钻床铸件的热处理
高速钻床及其床身铸件时效温度以550℃为宜,时效温度超过570℃时,会使渗碳体分解和粒化,从而导致灰铸铁力学性能急剧下降。含有Cr、Mo、Mn、V等稳定碳化物元素的低合金灰铸铁(如低镍铬合金铸铁),高速数控龙门钻铣床及其床身铸件时效温度可提高到600℃。高速钻床及其床身铸件,时效温度可提高到650℃时,时效处理效果较为理想。
PD3030型数控钻床技术配置
我厂产品支持定制,价格属性仅供参考,详情请电话联系!
项目
单位
参数
工作范围
X向行程
mm
3000
Y向行程
mm
3000
Z向行程
mm
600
主轴端面至工作台距离
mm
200-800
工作台
工作台面积
mm
3500*3000
T型槽尺寸
mm
10-22-200
工作台最大承重
T
20
主轴
主轴转速
r/min
3000
主轴锥度
BT50
主轴电机功率
KW
18.5/22
主轴直径
mm
φ155/φ190
进给
X/Y轴快速移动
m/min
7-12
Z轴快速移动
m/min
6
切削进给
mm/min
10-5000
导轨
型式
三轴线轨
X/Y/Z定位精度
mm
0.05/1000
X/Y/Z重复定位精度
mm
0.03/1000
刀库
刀库容量
把
直排6把/斗笠16把
刀具最大直径
mm
φ80-φ125
刀具最大长度
mm
350
刀具最大重量
KG
10
其他
液压系统
MPa
4-10
排屑机电机功率
W
750
X/Y/Z/A轴 电机扭矩
Nm
15-32
冷却泵功率
KW
0.45-2
总功率
KW
约35
机床净重
T
33
外形尺寸
mm
5500*5500*3000
注:联系我时,请说是在“傲立机床网”上看到的,谢谢!