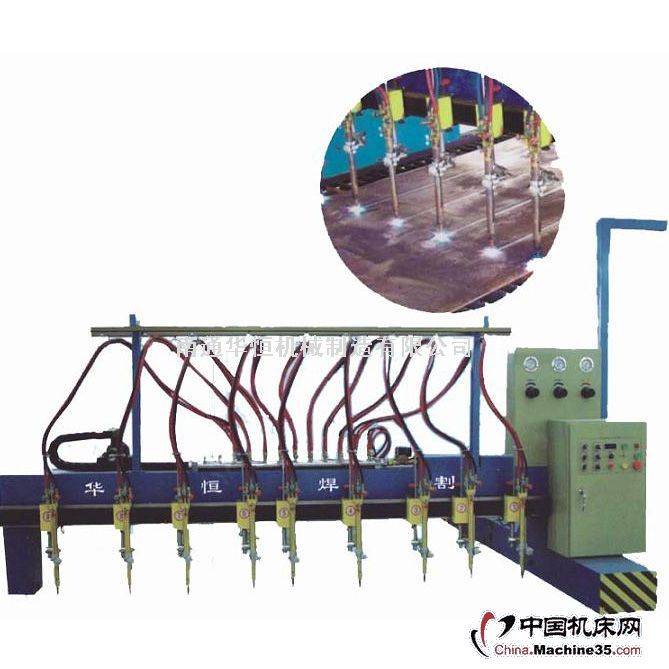
CG1―4000多头直条气割机,是一种高效率的氧乙炔(或丙烷)火焰切割设备,本机共安装10组割炬,其中9组割炬沿纵向作直线切割,另一组割炬沿横向切割直边。该机采用微电脑直流伺服电机调速,调节范围大,稳定可靠,切割精度高,是机械工业各部门特别是金属结构厂、造船业、起重运输机械等行业的必要设备。
二、 主要技术参数
2.1 轨距 4000毫米
2.2 轨长 14000(可根据用户要求加长,每根导轨长2000毫米)
2.3 最大切割宽度 3300毫米
2.4 最小切割宽度 80毫米
2.5 最大切割长度 12000毫米
2.6 切割厚度 4组割炬以下8~100毫米,5组割炬以上8~50毫米
2.7 割炬组数 纵向9组 横向1组
2.8 切割速度 100~750毫米/分
2.9 最大运行速度 2500毫米/分
三、 机械结构简介
3.1 主机
主机是该机的主体,是由以下部分组成:横梁、主机架、副机架、横向齿轮箱、割炬装置移动架、横向移动装置、割炬装置等组成。
3.1.1横梁
主横梁采用箱形薄避结构,是由薄钢板焊接而成,其特点是重量轻、钢性好、外形美观,横梁后侧有横向导轨并装有齿条,横向齿条箱的输出轴齿轮与齿条吻合,沿主横梁的导轨作横向运动,副横梁导轨的顶面两端装有活动限位挡块,以控制有效切割宽度和防止脱轨。
3.1.2主机架
主机架是薄板箱形钢结构焊接而成,钢性好、造型美观,主机架上装有直流伺服电机、电机输出轴上装有小齿轮与导轨上齿条吻合,实现整机在纵向导轨上往复运动,主机架的两端有水平导向轮夹紧导轨的两侧面,当机架往复运动时起导向作用,水平导向轮与导轨间的间隙通过偏心轴来调整,调好间隙后固定偏心轴,以防往复运动时松动,影响整机切割精度,在主机架外侧面装有限位开关,以防主机沿纵向运行脱轨。
3.1.3副机架
副机架亦为薄壁箱形结构,副机架的中间装有一垂直走轮,这样与主机架两个走轮组合构成三支点支承主机载荷。
3.1.4割炬装置移动架
割炬装置移动架装于横梁后侧面的导轨上,通过低速微电机经输出齿轮与齿条吻合,实现横向运动,通过割炬实现横向切边之功能,在横梁装齿条的侧面装有限位开关,以防割炬装置移动架脱轨。
3.1.5纵向移动装置
纵向移动装置采用勾挂式装于副横梁的导轨上,移动架体装有可调防松滑块,以防左右摆动当横向移动装置手推调整至工作所需位置后,转动手柄将其固定然后作切割。
3.1.6割炬装置
割炬装置是由割炬体和夹持器组成,割炬可作±450调节,也可前后伸缩调节,夹持器装于升降的滑杆上。
3.3气路和吊架
气路和吊架分纵、横向部分,纵向的结构吊架为钢板焊接结构(我厂供图,用户制造)装于车间墙壁(或其他固定物)上,将我厂随机的纵向软管滑架装于吊架上,然后将进气管路和电缆线穿于软管托板上,实现悬挂气路拖戋之目的。
流通体气路,本机采用三路供气(即切割氧、预热氧、乙炔)三路气体分别接入纵向三路供气胶管,通过纵向吊架接到主机的管路,经过滤器进入主管路,由压力表显示气压值,再经电磁阀,乙炔通过回火防止器,切割氧通过单向阀,进入割炬上各自的手阀再到割炬,通过割嘴实现气割钢板之目的。
管路系统具体要求如下:
切割氧0.5~0.8Mpa
预热氧0.4~0.6Mpa
乙炔0.05Mpa
四、 电气操作说明
CG1-4000型切割机的电气部分由微电脑调速器和继电器等组成,分别控制纵横向电机,氧乙炔电磁阀。
4.1在初次使用前请检查电气箱内的接地是否良好,所有插头座是否连接好,保险丝是否装好等等。
4.2接通电源,交流220V,打开操作面板上电器开关按钮,指示灯亮。
4.3由需要分别打开面板上乙炔,预热氧及切割氧旋转开关,接通相应的电磁阀。
4.4将调速电位器旋到最低速位置,按启动按钮,随后根据机床运动方向选择相应的方向按钮开关。
4.5转动调速电位器选择适当的速度。
4.6切割结束后关闭电磁阀开关,电源开关,并拔下电源插头,切断电源。
五、 整机安装基础及场地要求
CG1-4000多头直条气割机,整机安装基础由我厂供图,用户自行制造安装,其要求内容如下:
用户自制内容有吊架,进气接口、承轨梁,切割台等,制造要求详见随机附基础图(该部分图纸在订货合同生效时即发用户)。
场地要求:在多头直条气割机周围,不得堆放重物,如有冲击大的设备,在作基础时,必须增加防震措施,以防基础变形影响气割机切割精度。
六、 安装与调试
为使气割机在纵向导轨上能平稳的运动和保证机器的精度,对用户提出如下要求:
6.1基础的制作
在用户安装基础做好的情况下,在承轨梁上平面找正中心位置,并打上中心标记(墨线或其他印记)使两导轨中心在4000毫米的位置上。
6.2主机安装
主机部分在出厂前我厂预先安装调试好,在纵向导轨安装完毕时,将主机整体吊装于纵向导轨上,检查主机架的导向轮是否卡在导轨的两侧面,主、副机滚轮都接触导轨上平面,然后调整水平轮偏心轴,使两端水平轮与导轨两端面接触,固定偏心轴即主机安装完毕。
6.3管路系统
管路系统应进行校漏,不得有漏气现象。
6.4调试工作
整机安装完毕后,用户单位需通知制造厂,派人员参加整机安装后的调试工作,并办理手续。
七、机器的维修保养
7.1纵、横向导轨面在使用后,必须擦净加油保养。
7.2班前必须检查气路系统,割炬等联接部位是否有漏气现象,如有发现必须立即停止使用,并报有关部门及时修复,再次检查确无漏气,方可使用。
7.3注意该机转动零件及传动部件加润油脂,防止咬死。
7.4每年对该机进持一次检查,检查传动部件的磨损情况,并调整传动件之间的间隙,磨损严重的给予更换。
注:联系我时,请说是在“傲立机床网”上看到的,谢谢!